
Injection Molded Part Surface Finish Guide

Texture

Texture blend polish

High glossy
TYPE OF FINISHES
| TYPE OF FINISHES | CURRENT SPI FINSH NUMBERS | DESCRIPTION &PREVIOUS FINISH NUMBERS | ROUGHNESSCOMPARISON R.A. | ||
| DIAMOND | #3 Diamond Buff | A1 | is comparable to | #1 | 0-1 |
| #6 Diamond Buff | A2 | is slightly finer than | #2 | 1-2 | |
| #15 Diamond Buff | A3 | has more imperfections than | 2-3 | ||
| PAPER | 600 Grit | B1 | is finer than | #3 | 2-3 |
| 400 Grit | B2 | is slightly finer than | 4-5 | ||
| 320 Grit | B3 | is comparable to | 9-10 | ||
| STONE | 600 Stone | C1 | is finer than | #4 | 10-12 |
| 400 Stone | C2 | is slightly finer than | 25-28 | ||
| 320 Stone | C3 | is comparable to | 38-42 | ||
| DRY BLASTED | #11 Glass Bead | D1 | is finer than | #5 | 10-12 |
| 240 Aluminum Oxide Blast | D2 | is comparable to | 26-32 | ||
| #24 Aluminum Oxide Blast | D3 | is a little more coarse than | 190-230 | ||
SPI finish

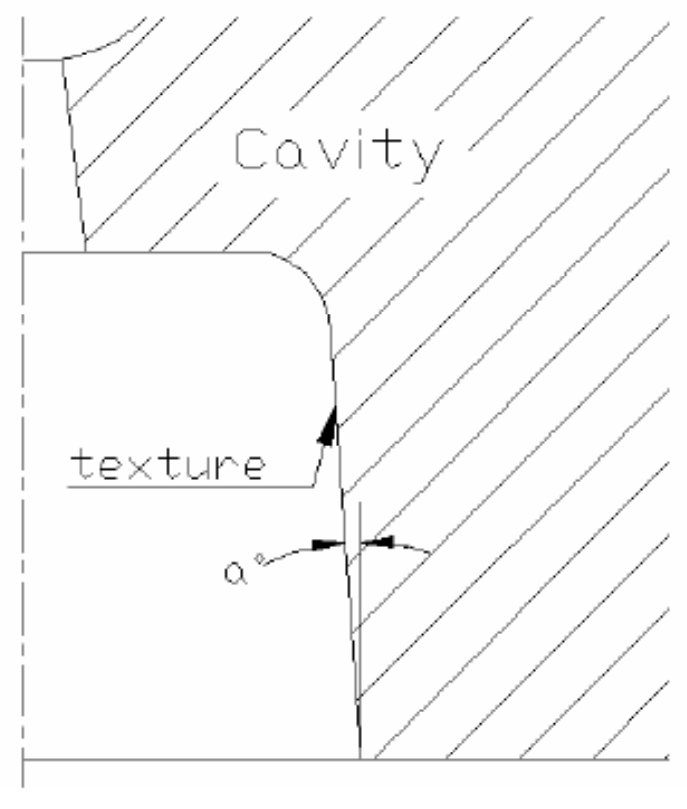
When deign the product , the draft angle of the parts should be considered.
Here provide the design guide for reference
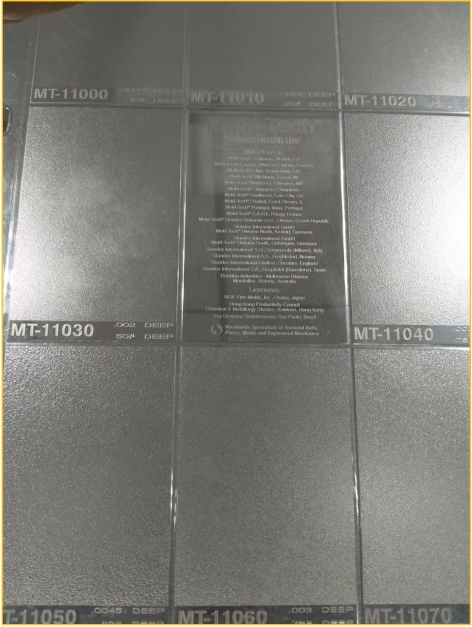
MoldTech Etching Texture Reference (Technical Data)
| Mold-Te ch A | Mold-Tech B | ||||
| Ptn.# | Depth(metric) | Mini Draft Angle | Ptn.# | Depth(metric) | Mini Draft Angle |
| MT-11000 | 0.01 | 1 ° | MT-11200 | 0.0762 | 4.5° |
| MT-11010 | 0.0254 | 1.5° | MT-11205 | 0.0635 | 4° |
| MT-11020 | 0.0381 | 2.5° | MT-11210 | 0.0889 | 5.5° |
MT-11030 | 0.0508 | 3° | MT-11215 | 0.1143 | 6.5° |
| MT-11040 | 0.0762 | 4.5° | MT-11220 | 0.127 | 7.5° |
| MT-11050 | 0.1143 | 6.5° | MT-11225 | 0.1143 | 6.5° |
| MT-11060 | 0.0762 | 4.5° | MT-11230 | 0.0635 | 4° |
| MT-11070 | 0.0762 | 4.5° | MT-11235 | 0.1016 | 6° |
| MT-11080 | 0.0508 | 3° | MT-11240 | 0.0381 | 2.5° |
| MT-11090 | 0.0889 | 5.5° | MT-11245 | 0.0508 | 3° |
| MT-11100 | 0.1524 | 9° | MT-11250 | 0.0635 | 4° |
| MT-11110 | 0.0635 | 4° | MT-11255 | 0.0508 | 3° |
| MT-11120 | 0.0508 | 3° | MT-11260 | 0.1016 | 6° |
| MT-11130 | 0.0635 | 4° | MT-11265 | 0.1778 | 7° |
| MT-11140 | 0.0635 | 4° | MT-11270 | 0.1016 | 6° |
MT-11150 | 0.06985 | 4° | MT-11275 | 0.0889 | 5° |
| MT-11160 | 0.1016 | 6° | MT-11280 | 0.1397 | 8° |
| Mold-Tech C | Mold-Tech D | ||||
| Ptn.# | Depth(inch) | Mini Draft Angle | Ptn.# | Depth(Inch) | Mini Draft Angle |
| MT-11300 | 0.0635 | 3.5° | MT-11400 | 0.0508 | 3° |
| MT-11305 | 0.127 | 7.5° | MT-11405 | 0.0635 | 4° |
| MT-11310 | 0.127 | 7.5° | MT-11410 | 0.0889 | 5.5° |
| MT-11315 | 0.0254 | 1.5° | MT-11415 | 0.0508 | 3° |
| MT-11320 | 0.0635 | 4° | MT-11420 | 0.0635 | 4° |
| MT-11325 | 0.0762 | 4.5° | MT-11425 | 0.0889 | 5.5° |
| MT-11330 | 0.0508 | 3° | MT-11430 | 0.1778 | 10° |
| MT-11335 | 0.0508 | 3° | MT-11435 | 0.254 | 15° |
| MT-11340 | 0.0762 | 4.5° | MT-11440 | 0.0127 | 1.5° |
| MT-11345 | 0.0762 | 4.5° | MT-11445 | 0.0381 | 2.5° |
Suggest add more 0.5 degree draft for safety.

VDI texture
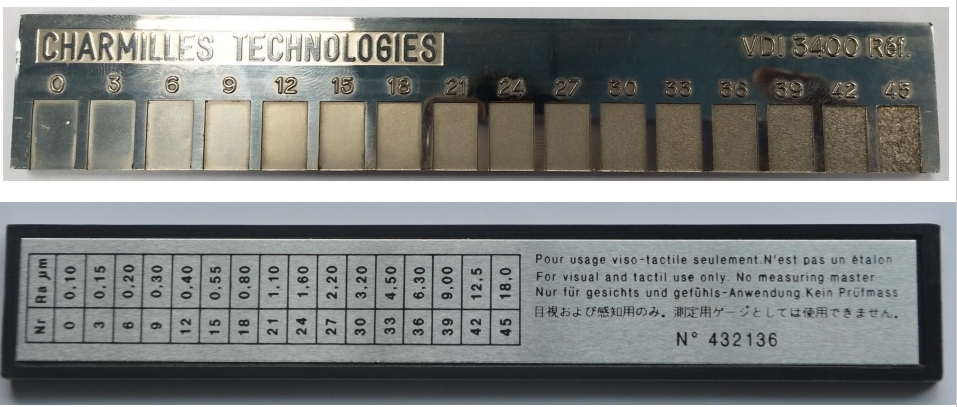
| Charm Nc VDI 3400 Rei | Ra(um) | Rz(um) | Draft angle a⁹ | ||
| PBT NLG | PC | ABS | |||
| 12 | 0.040 | 1.5 | 0.5 | 1.0 | 0.5 |
| 15 | 0.56 | 2.4 | 0.5 | 1.0 | 0.5 |
| 18 | 0.80 | 3.3 | 0.5 | 1.0 | 0.5 |
| 21 | 1.12 | 4.7 | 0.5 | 1.0 | 0.5 |
| 24 | 1.60 | 6.5 | 0.5 | 1.5 | 1.0 |
| 27 | 2.24 | 10.5 | 1.0 | 2.0 | 1.5 |
| 30 | 3.15 | 12.5 | 1.5 | 2.0 | 2.0 |
| 33 | 4.50 | 17.5 | 2.0 | 3.0 | 2.5 |
| 36 | 6.30 | 24.0 | 2.5 | 4.0 | 3.0 |
| 39 | 9.00 | 34.0 | 3.0 | 5.0 | 4.0 |
| 42 | 12.5 | 48.0 | 4.0 | 6.0 | 5.0 |
| 45 | 18.00 | 69.0 | 5.0 | 7.0 | 6.0 |
Suggest add more 0.5 degree draft for safety