
Our Blog
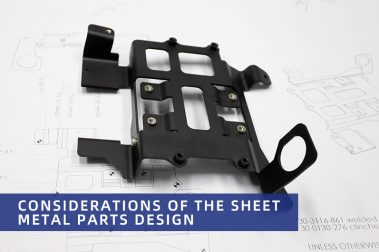
Considerations of the sheet metal parts design
Considerations of the Sheet Metal Parts Design Posted on : May 5, 2022 By GREFEE Sheet metal is widely used in industries like electronic appliances, telecommunication, automotive industry, and medical devices due to its lightweight, high strength, electric conductivity (can be used for EMC), low cost, excellent properties, and mass production. Sheet metal parts are an indispensable part of many products and can be found in computer cases, mechanical connectors, etc. Since many products contain sheet metal parts, their design and…

CNC machining material selection guide
CNC Machining Material Selection Guide Select appropriate materials according to the use requirements of parts Posted on :May11, 2022 By GREFEE CNC machining is indispensable for the machining industry due to its high machining accuracy and price advantage. While, it is not always that easy to initiate a project with everything set up, like material type. Today, we will introduce some typical CNC machining materials, metal materials, and plastic materials for various functions. For more detailed information, contact GREFEE for…

Methods to lower the cost for zinc alloy die casing parts
Methods to lower the cost for zinc alloy die casing parts Posted on : May 4, 2022 By GREFEE Zinc alloy castings are used widely in automotive parts, the mechanical industry, and the automation industry. Generally, as zinc alloy castings come into a large size and are settled with weight units rather than quantity units when the price of zinc alloy goes up, enterprises must pay a high purchasing cost. Besides, due to the large machining allowance, the machining cost increases…

Reduce CNC Cost, Start from the Design.
Reduce CNC Cost, Start from the Design. Posted on : May 23, 2022 By GREFEE Concerning CNC machining, whether it is a single prototype or mass volume production, lowering the manufacturing cost is the priority. The designer has a huge influence on the final price. By following the feasible machining skills mentioned in the article, you can obtain parts that see your design requirements with the lowest cost and have been optimized. GREFEE has many years of experience in CNC parts…

How much should you pay for your 3D printing components?
How much should you pay for your 3D printing components? Posted on : April 29, 2022 By GREFEE The cost of 3D printing is mainly decided by materials, quantities, and types of printers. Plastic is cheaper than metal. Small components use a fewer amount of materials. Simpler and less tough parts can use cheap printers. When it comes to various 3D printing processing and materials, many factors affect the final decision —— like the required dimension accuracy, surface finish, and post-treatment…
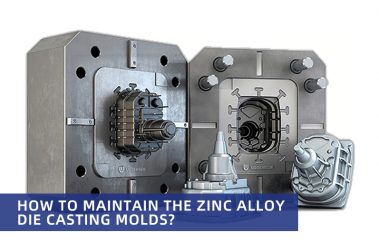
How to maintain the zinc alloy die casting molds?
How to Maintain the Zinc Alloy Die Casting Molds? Posted on : April 29, 2022 By GREFEE The zinc alloy die casting mold is one of the three indispensable elements of zinc alloy die casting production, which directly affects their service life, production rates, quality, and costs. For die casting factories, to ensure production rates, the maintenance of the molds is essential, not only because of their stable product quality but also the high production rate due to the low cost.Many…
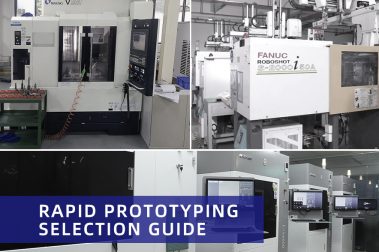
Rapid prototyping selection guide
Rapid Prototyping could be an Advantageous Methodology Before mass production, you need to test your project with rapid prototyping Posted on : May12, 2022 By GREFEE In the fast domain, rapid prototyping technologies that have been playing a dominant role include FDM, SLA, SLS, LOM, CNC, injection molding,3d systems rapid prototyping,etc. Each process has its characteristics. In this article, we will make a comparison of different technologies. Many rapid prototyping companies also choose the above methods.You can also contact the GREFEE…
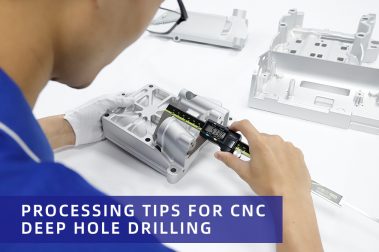
Processing tips for CNC Deep Hole Drilling
Processing tips for CNC Deep Hole Drilling Posted on : May 6, 2022 By GREFEE Deep hole machining is inevitable in CNC machining. While in this process, the parts are often plagued by some common issues which need to be solved urgently, like size accuracy, surface quality, the service life of tools, etc. GREFEE has rich experience in this domain, of which the products have been involved in industries, such as automotive, medical, mechanical, UAV, etc. For more detailed answers,…

How to extend the service life of the aluminum extrusion die
How to extend the service life of the aluminum extrusion die Posted on : May 7, 2022 By GREFEE The aluminum extrusion die is widely used due to its excellent deformation capability, production flexibility, simple machining process, and low investment in equipment. Products made from aluminum extrusion die are high quality and have a wide application. However, the disadvantages of this die include imbalanced structure properties, the high cost of the extrusion die, and low production efficiency. The aluminum extrusion material…

How to design the assembly parts
How to Design The Assembly Parts and Blot the Plastic Parts Together? Posted on : April 27, 2022 By GREFEE Plastic assembly parts and assembly parts Common plastic parts usually are made by injection molding or 3D printing. These two methods usually need to assemble two pieces to multi-piece together to form the products that can be sold or used. So, the difficulty level and the stability are the factors you need to consider. At the early stage, we need to…
Secondary processing after CNC machining
Secondary Processing After CNC Machining: Heat Treatment Posted on : April 27, 2022 By GREFEE Secondary Processing After CNC Machining: Heat Treatment When you finish the CNC parts, your job has not been done actually. These components might come with rough surfaces and insufficient strength, affecting the service life. Or they might be a part of a component and have to be connected with other accessories to obtain a complete product, even though the possibilities of using the CNC components and other components…

Polishing Methods and Procedures of Die Casting Molds
Polishing Methods and Procedures of Die Casting Molds Posted on : April 26, 2022 By GREFEE The polishing in the die casting industry is different from that in the other industries (such as aluminum alloy die casting, zinc alloy die casting, and magnesium alloy die casting). Strictly speaking, the polishing should be called mirror finishing, which has high requirements for polishing quality, the planeness, smoothness, and geometrical accuracy of the surface finish. The requirement of surface polishing is only a smooth…