
Release Aid
Exquisitely Crafted for Ultimate Control Precision
Writer: Christopher Role: Manufacturing manager
In the world of precise control, every subtle movement can determine the final outcome. The precision batch release aids custom-made by GREFEE for its U.S. client perfectly embody this principle. Whether it is the decisive shot in archery or precision control in industrial operations, the release aid serves as the core component connecting force and accuracy—its precision directly influences success or failure.

In 2022, GREFEE custom-developed compound bow release aids and other accessories for its U.S. client. These products were used in the competition equipment of professional American archers and successfully helped the athletes achieve excellent results at the 2024 Paris Olympics. Leveraging micron-level precision craftsmanship and military-grade stability, GREFEE endowed this new-generation release aid with dual advantages of technological texture and practical performance. It also built a professional sports solution covering force transmission to precise release, providing solid support for on-field performance.

Project Overview
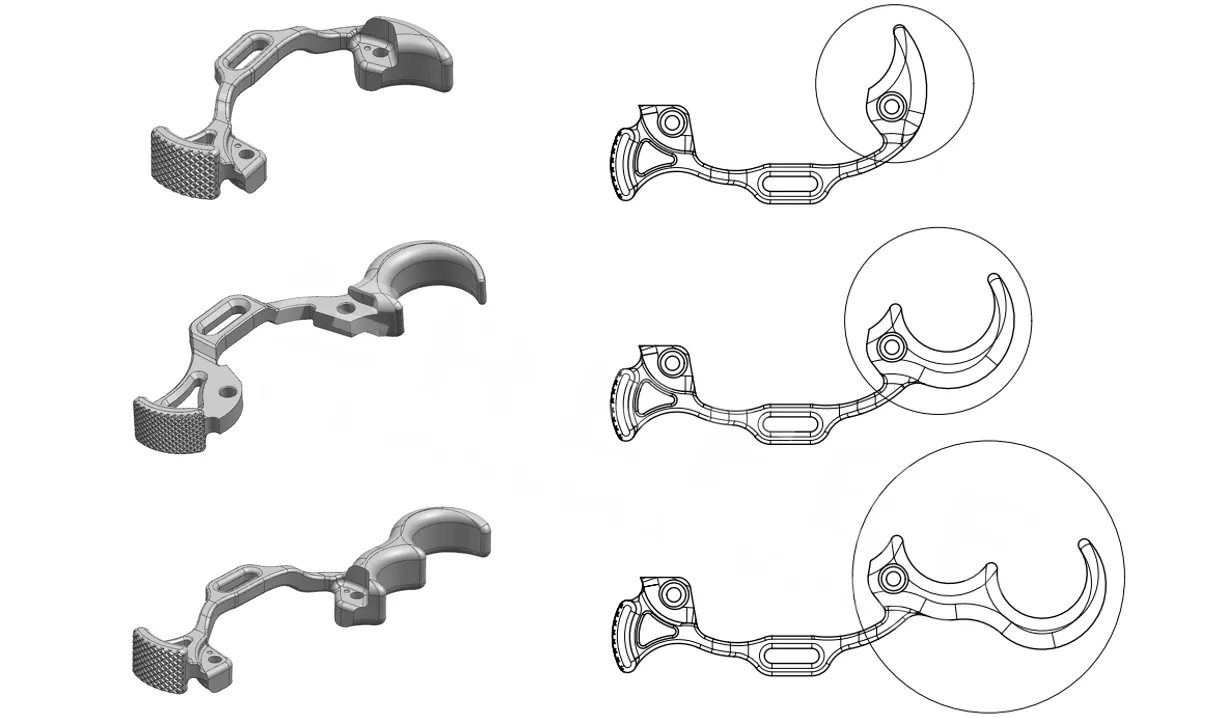
The custom release aid series for this client includes three products of different specifications: two-finger, three-finger, and four-finger release aids, catering to the diverse operating habits and usage scenarios of different users. The release aid series comprises a total of 17 types of parts (including shared components), with an overall order quantity of 1,000 sets. In the early stage, 5 sets of parts were required for comprehensive testing. Additionally, GREFEE provided the client with multiple options for materials and surface treatments, and offered 5 free samples for each material-surface treatment combination, allowing the client to make intuitive selections based on physical samples.
Material Selection
The material selection for release aids is primarily determined by the function and location of each part. These materials are carefully chosen with a focus on lightweight design, practicality, and surface quality, mainly using two types of materials: aluminum and steel. Aluminum is more suitable for surface parts of the release aid, such as the housing and non-critical components; steel is preferred for core parts, such as impact latches, cable clamps, and internal core mechanical components. The combination of aluminum and steel not only ensures the overall structural strength of the product but also achieves a certain degree of lightweight, making the release aid more convenient to use.
Aluminum
1.Lightweight: Reduces the overall weight, alleviating fatigue in the arm holding the bow.
2.Diverse surface treatments: Compatible with processes such as anodization, powder coating, and electrophoretic coating, offering a wide range of color options to meet users’ needs for personalization and aesthetics.
3.Corrosion resistance: Effectively protects the release aid from sweat corrosion, maintaining its appearance and performance over the long term.

Steel
1.High strength and hardness: Capable of withstanding large tensile and compressive forces.
2.Wear resistance: Minimizes wear, ensuring that moving parts retain their shape and dimensional accuracy over time.
3.Weather resistance: Exhibits minimal performance changes under high or low temperatures, maintaining dimensional stability.
4.Magnetism: The core pins of the locking mechanism are subject to repeated friction and impact. High-hardness magnetic steel enables the clamp to return to its initial position with high precision.

Material Grades
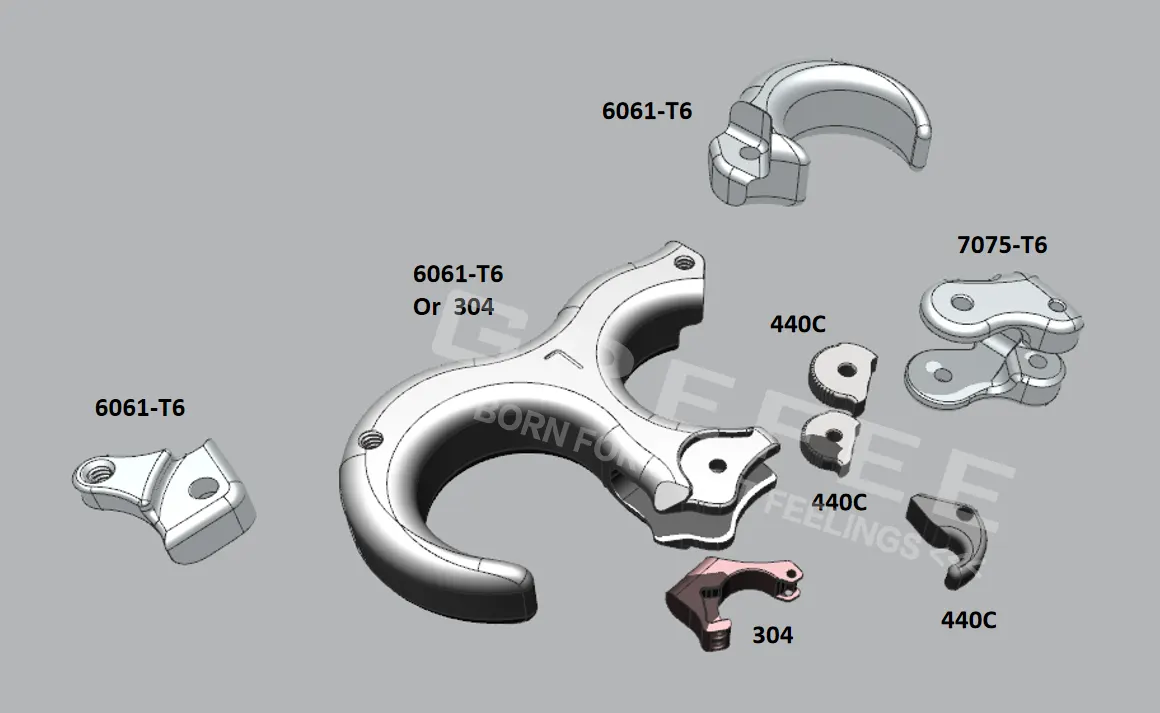
Aluminum and steel are the primary materials for the release aid. Based on the function and nature of each part, four grades of materials are selected: Aluminum 6061-T6, Aluminum 7075-T6, Steel 304, and Steel 440C. This material combination aligns with the functional positioning of the parts, ensuring lightweight design, surface quality, and functionality of the assembly.

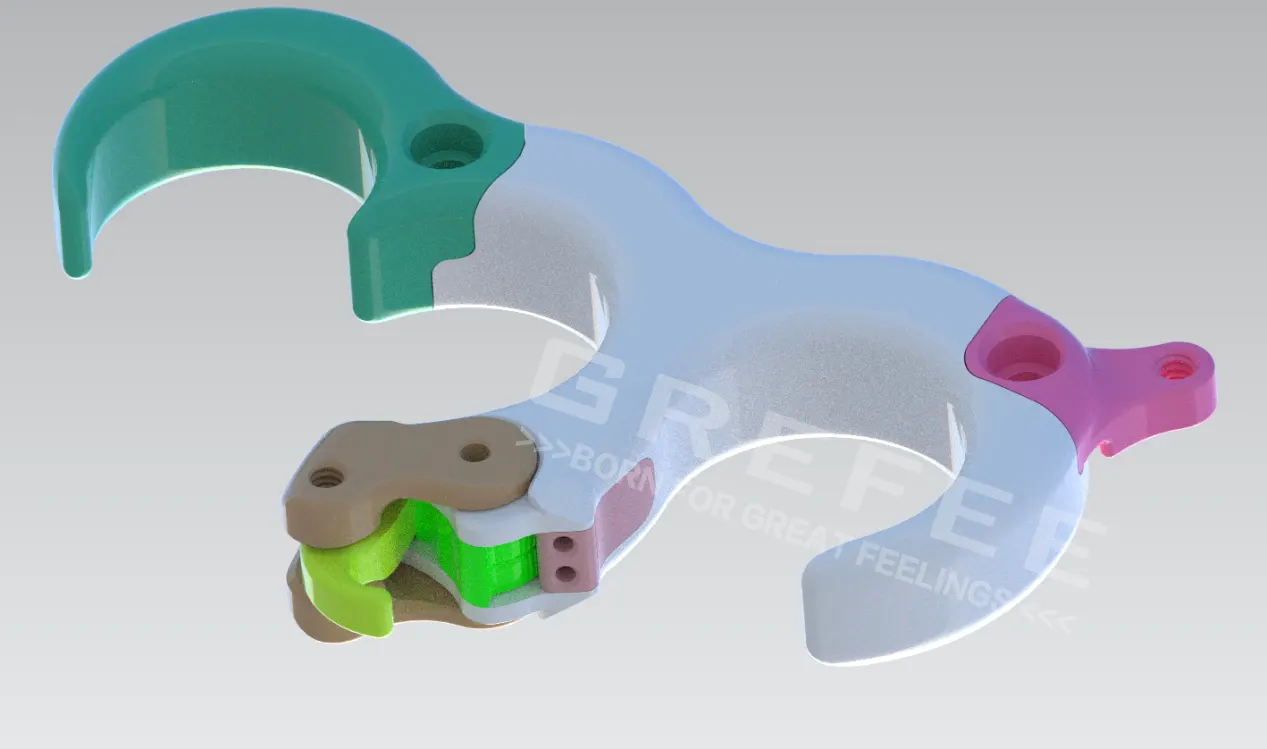
The main housing is made of Aluminum 6061-T6 and Steel 304; the tail hook and release mechanism of the release aid use only Aluminum 6061-T6; and the trigger components are entirely made of higher-hardness Aluminum 7075-T6 and stainless steel. The higher hardness and strength of these materials ensure stable and accurate operation of the trigger when activated, enabling the release aid to release the bowstring effectively.
Machining Process
In terms of machining, all parts are processed using advanced CNC technology. Customized machine tools are selected based on the dimensional accuracy requirements of the parts to reduce costs and improve efficiency for subsequent mass production. For parts requiring a tolerance of ±0.005mm or less, high-precision Fanuc CNC equipment is used for batch processing. The stable numerical control system ensures that the dimensional deviation of 1,000 products does not exceed 0.01mm, while guaranteeing good compatibility between components of the release aid and enhancing the overall quality and performance of the product.

Technical Challenges
The release hook and gears of the release aid are the core transmission units for achieving precise release actions. They need to cooperate frequently to complete dynamic triggering, and their performance directly determines the response speed and operational reliability of the release aid. Therefore, this assembly must overcome multiple technical barriers in material selection, surface treatment, dimensional accuracy, and structural design to ensure that every detail meets the highest standards.

Material: 440C (one of the highest-hardness stainless steels), with a hardness of HRC 58-62 after heat treatment. It is ideal for high-wear applications. As the most frequently moving and force-concentrated components in the release aid, the release hook and gears require 440C to meet the dual needs of high-frequency wear resistance and long-term shape stability.
Surface: Mirror polishing. The surface condition directly affects the cooperation efficiency of the release hook and gears. Mirror polishing is required to achieve the core goals of low friction and fast response, significantly improving the response speed of the parts to the millisecond level.
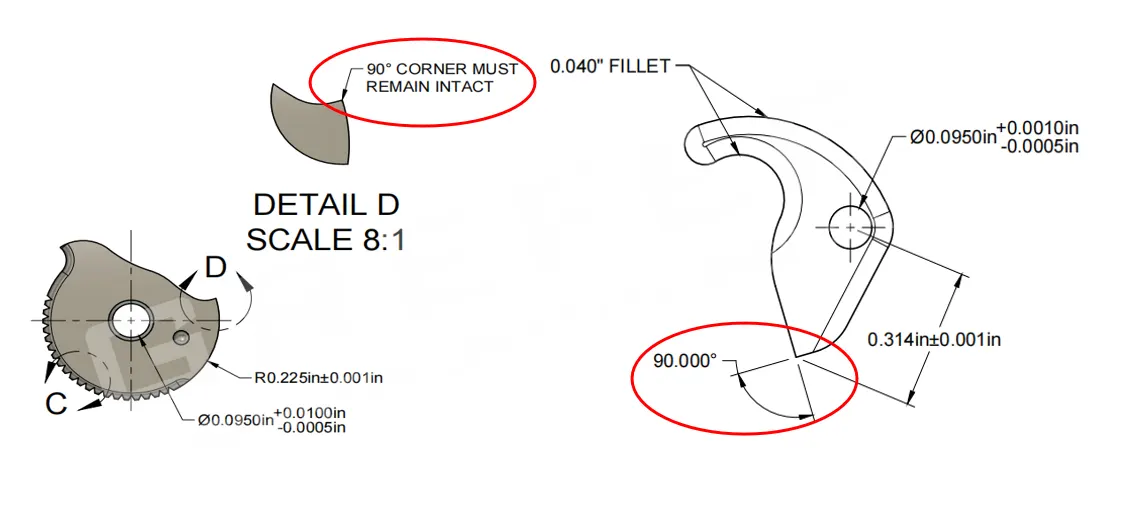
Accuracy: The cooperation accuracy of the release hook and gears directly determines the stability of the release action, with strict dimensional standards for both concentricity and key dimensional tolerances. In addition to requiring nearly absolute consistency in the concentricity of the two gears, the key dimensions of the gears and release hook must be controlled within 0.01mm.
Core Position: As shown in the figure, the positions of the two gears and the release hook are highly precise. The release device and the upper gear are connected at a right angle, while the release action is achieved through a 0.1mm step between the release device and the lower gear. This 0.1mm is the critical limit for the release action: exceeding 0.1mm will increase the stroke of the release hook, causing a delay in the release action and affecting the timing of the shot; being less than 0.1mm may result in insufficient locking force of the gears, risking premature release and failure to complete the full process from force accumulation to release.
Machining Details
The overall shape of the two gears differs minimally, with the core distinction lying in the 0.1mm step structure at the locking position. From the perspective of cooperation accuracy and functional reliability, the gears and release hook must meet three key requirements: first, the central holes of the gears must maintain high concentricity; second, the tooth positions must be strictly aligned; third, the right-angle contact surfaces between the two must maintain a precise 90° angle. These three conditions are all essential prerequisites for ensuring stable and error-free release actions.

Machining Process
Wire Electrical Discharge Machining (WEDM): Sodick slow-feeding WEDM is used to machine the central holes, external teeth, and right-angle positions of the gears in one operation, ensuring the concentricity of the central holes and the consistency of the external teeth. Subsequently, WEDM is used to cut the entire gear into individual parts by slicing.
Surface Grinding Machine: A 240# grinding wheel is used for final grinding of the front and back surfaces of the gears to meet the dimensional requirements. The surface finish of the front and back surfaces of the gears after grinding with the 240# wheel reaches an ultra-high Ra ≤ 0.05μm, complying with the design specifications.
Right-Angle Grinding: A 90° right-angle auxiliary part is used to align with the grinding machine, and both sides of the 90° angle of the gear are ground to ensure the gear achieves an absolute right angle, meeting the design requirements.
Polishing: For irregular parts such as the release hook, the polishing process involves first correcting the shape and then performing fine polishing. First, precise grinding is used to eliminate machining marks such as steps and level differences on the part surface, ensuring the contact surface is flat. On this basis, sandcloth is used for repeated fine polishing of complex areas such as the interior of the release hook, achieving the required surface finish for contacting the bowstring.

Surface Treatment
GREFEE provides the client with multiple surface treatment options. Two basic options are anodization with sandblasting and polished chrome plating.
Anodization with sandblasting: Forms a uniform oxide film on the part surface, which not only enhances wear resistance and corrosion resistance but also gives the part a low-key, matte texture.
Polished chrome plating: Creates a bright, mirror-like luster on the part surface, significantly improving the product’s aesthetic appearance. Meanwhile, the chrome plating layer effectively enhances the part’s oxidation resistance and wear resistance.

In addition, for parts in some special positions, GREFEE specifically recommends PVD (Physical Vapor Deposition) coating. PVD coatings have extremely high hardness and excellent wear resistance, providing reliable protection for parts under extreme usage conditions and extending their service life. This is particularly suitable for special parts that bear significant friction and impact during use, such as the impact clamp of the release aid and internal gear return components. PVD coating further ensures the stability and durability of the release aid.

Sample Manufacturing
After full communication and final agreement with the client on material selection and surface treatment solutions, GREFEE promptly responded to the client’s needs and efficiently initiated part production. Considering the comprehensiveness and rigor of the client’s subsequent inspection and assembly testing, GREFEE specially prepared part combinations covering different material types and various surface treatment processes.

Given that these parts are accessories for Olympic equipment, GREFEE implemented source control by classifying the project as urgent and requiring all personnel to establish a green channel for it. Each completed part must undergo inspection within 4 hours, and an inspection report must be submitted for dimensional verification of the part, ensuring every part complies with the drawing design requirements.

In just one week, the GREFEE team collaborated closely, strictly controlling every link from material procurement and precision machining to surface treatment. Finally, they successfully manufactured 5 sets of parts and delivered them to the client in a timely manner, providing sufficient sample support for the client to conduct comprehensive inspection and assembly testing, and helping the client more accurately evaluate the performance of the parts in practical applications.

Testing
In the two weeks after receiving the samples, the client conducted systematic inspection and assembly of the parts. They not only completed tens of thousands of release tests but also invited professionals to conduct comprehensive experience evaluations from aspects such as grip feel, trigger component performance, release device sensitivity, and the wear degree of the clamp after testing.

Benefiting from the accurate judgment of material selection and surface treatment solutions in the early stage, the entire set of parts maintained extremely high precision stability after long-term, high-intensity testing. Among them, the wear of the release device clamp was controlled within 0.002mm, and the thickness wear of the two reset shafts did not exceed 0.001mm. This fully verified that the selected materials and surface treatment processes fully met the design standards.
Based on this, the client initiated the mass production order, setting a delivery period of 15 working days.

Inspection
Considering the critical role of these parts and the project’s timeline requirements, GREFEE adjusted the machining process to improve production efficiency, ensure on-time delivery, accelerate project progress, and avoid compromising part quality—all parts must strictly comply with the dimensional standards specified in the drawings. GREFEE’s quality control for the release aid covers every link from raw materials to finished products.

Since the machining programs for the first 5 sets of samples have been entered into GREFEE’s machining database, the company can quickly launch mass production based on this verified and mature program. Adjustments are only needed in the inspection link: for the key inspection positions of each part, corresponding inspection tools are specially equipped on each machining machine. Each operator is required to conduct on-site inspection of every dimension of the part and record the results. For example, a micrometer is used to inspect all assembly thicknesses, and a plug gauge is used to inspect all hole diameters and the concentricity of parts. This ensures that critical dimensions of each produced part are quickly inspected immediately, confirming compliance with requirements.

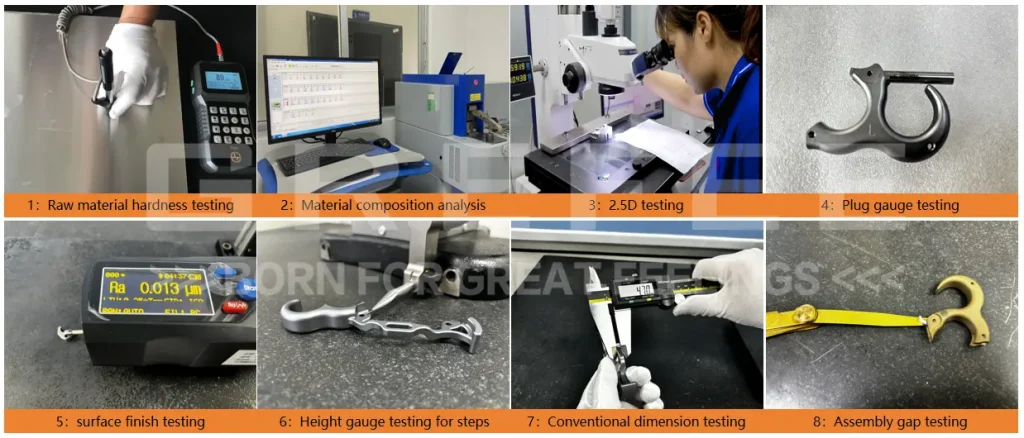
GREFEE has a comprehensive three-inspection system (self-inspection, mutual inspection, and special inspection) to establish a precision defense line for all parts. The company controls every detail from material procurement to shipment, including material hardness testing, material composition analysis, full inspection of the first article, and full inspection before shipment. GREFEE is equipped with comprehensive inspection equipment to meet various inspection needs: the first article must undergo three rounds of full-dimensional inspection (using inspection tools, coordinate measuring machines, and image measuring instruments for re-inspection), with inspection data of key dimensions accurate to 0.001mm.
Protection
For batch parts, customized blister packaging and transportation solutions are adopted. The customized packaging fits the contour of the parts precisely, effectively preventing collision and friction during transportation. Each layer is covered with 6T EPE foam to protect the surface quality of the parts, ensuring every part remains in perfect condition during transfer between departments and laying a solid quality foundation for subsequent production and assembly.

Packaging
Adhering to a high sense of responsibility to the client and end-users, GREFEE also invests significant effort in the design of finished product packaging. High-grade black outer casings are used, paired with delicate EVA (Ethylene-Vinyl Acetate) liners with good cushioning performance. Additionally, customized EVA inner supports that perfectly match the specifications of the release aid are made to provide comprehensive and secure protection for the release aid. This effectively prevents damage from collision, extrusion, etc., during transportation and storage, ensuring every release aid is delivered to the client in perfect condition—reflecting GREFEE’s ultimate pursuit of product quality and user experience in every detail.

From micron-level machining precision to millisecond-level response speed, from aerospace-grade materials to military-grade processes—every detail of GREFEE’s release aid embodies the ultimate pursuit of “precision”. It is not just a tool, but an extension of the user’s arm and a weapon for breaking records. With GREFEE’s precision manufacturing, every release is accurate and every operation is smooth.
