CNC batch production – Apple Phone case
Writer: Christopher Role: manufacturing manager
Regarding project:
On 10th September 2024, Apple held a new product launch event for its latest iphone series iphone 16. There are 4 phones in total. We received a request to make iphone 16 phone cases for 16 Pro and 16 PROMAX and also helped them with optimizing the product design.

Post-treatment applied: sand-casting, black oxidation, laser engraving, silk printing
Material applied: 6061-T6、TPU、B270、NEO MAGNETS、CARBON STEEL
Project introduction:
These two products are for verification. Because the product is quite popular and we need to conduct an assembly test within one week,we inspect the structure and assembly of two modules, as well as the adsorption of magnets, to provide production and testing standards for subsequent batches. The project is divided into two parts, which are respectively the back shell component of the mobile phone and the lens module component. The components of the phone case number 10 in total and the mirror components are 7 in total. Two components are processed respectively, and we conduct assembly for the two components. After all the components are assembled, we carry out the assembly verification with the 16mm and 28mm lens apertures provided by the customer. (16mm and 28mm lens apertures)

Project detailed requirement:
All of the parts need to be processed with CNC machining, the internal parts are mainly stuck with glue or 3M glue. The part surface needs oxidation, sand casting, laser engraving and silk printing and other post treatments. Major points:
Firstly, the smoothness of the main body must reach a level where knife marks are not visible, to prevent visible knife marks on the surface after sandblasting.
Secondly, after the product assembly is completed, there should be no defects such as protrusions or indentations.
Thirdly, because the lens module can rotate, the dimensional accuracy of the parts must meet the requirements of the drawing.
Fourthly, the lens components must be clean and free from any dust or fingerprints.
Optimization of main body drawings:
Detail optimization:
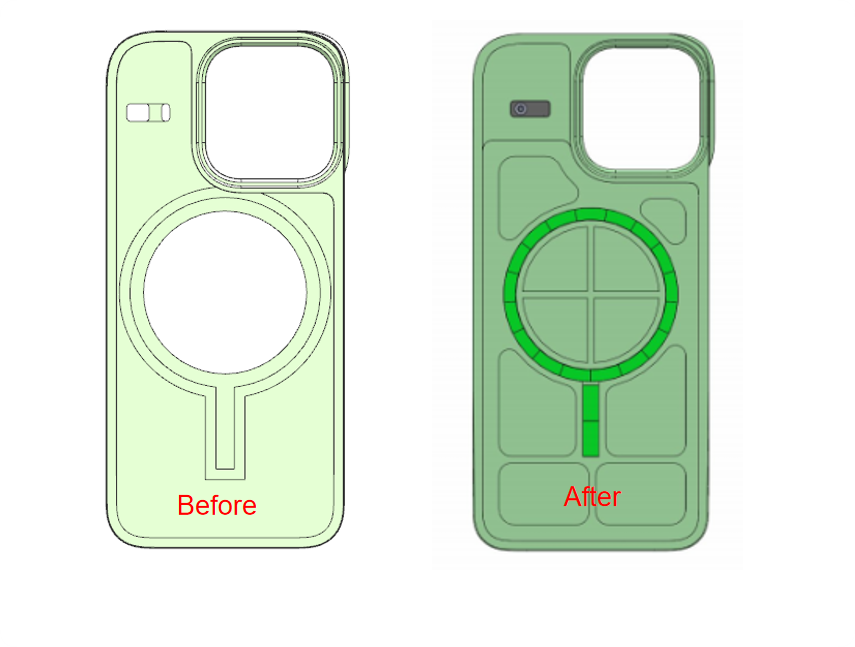
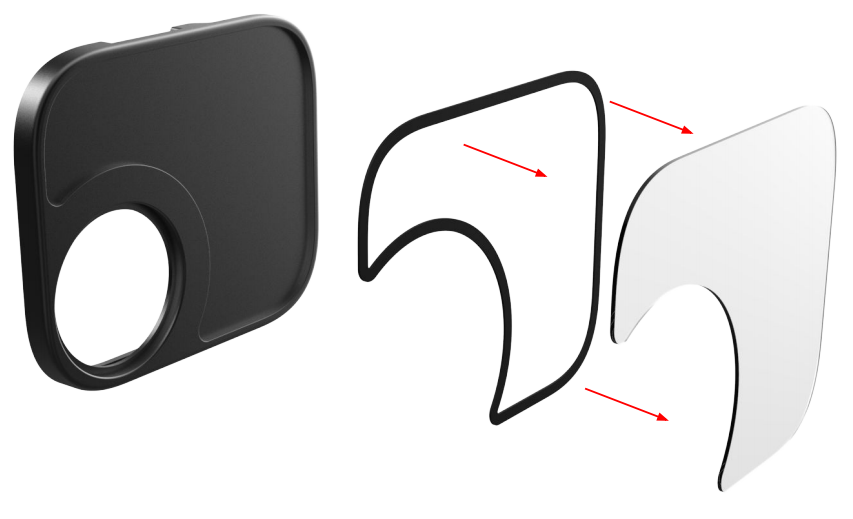
The material of the front is TPU, stuck to the main body by 3M glue. The drawing sheet designed R angle 0.5mm in the TPU material. The main body has an 0.1mm R angle. We believed that there will be dust accumulation in these R angles. Firstly, it will affect the appearance of the product and secondly the TPU material and the R angle is not suitable for machining, so we suggested cancellation.
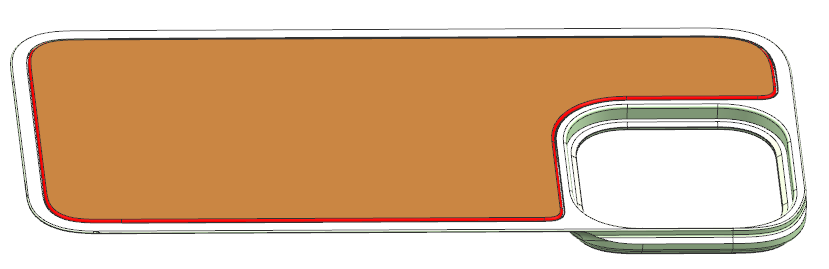
Main body weight reduction: the inside of main body is stuck with TPU using 3M glue. The adjusted area is internal and is invisible after assembly. We recommended adjusting the size of the magnet and then reducing the weight by cutting 2mm thickness to the blank area according to the shape. The weight is reduced by 25% after the adjustment. Because the magnetic area is reduced, the magnet strength changed from N45 to N52, ensuring the adherence of the phone case and shell.
Assembly accuracy optimization 1: The assembly gap between the main body and TPU is 0.3mm. The gap between the main body and the rear is also 0.3mm. We believed that a big gap will cause two problems: 1st: there is dust accumulation between product front TPU and main body, so the buckle may get stuck and then the mirror component assembly cannot be achieved. We recommended adjusting the gap between main body and TPU to 0.05mm. The key gap between the main body and rear is 0.1mm on one side.
Assembly accuracy optimization 2:
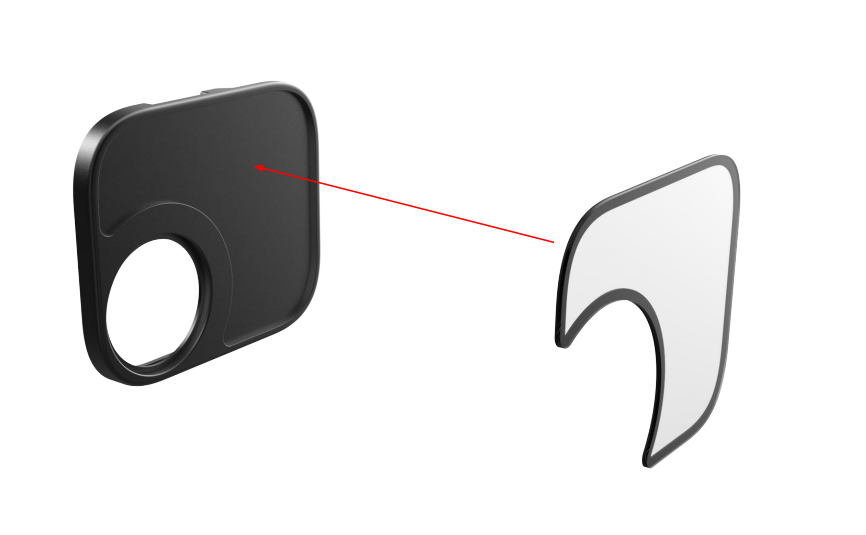
The assembly gap between main body and back glass is 0.2mm each side. Although the larger the gap, the more convenient the assembly will be, the back of the glass is stuck with the inside of the main body. Due to the large gap and the use of glue, the installation of the glass may have some deviation, which could result in the glass not being centered on the main body. In some cases, the gap on one side may exceed 0.3mm. Therefore, we believe that smaller gaps will improve the product’s detail and quality. We can use jigs to screen the diameter of the glass, thus adjusting the assembly tolerance of the parts to within 0.05mm on both sides. This will greatly enhance the surface quality of the product, and we will adopt this standard during mass production. (Details of the back glass of the phone case)

Main body metal material:
6061-T6 is a type of high strength and high toughness aluminum alloy, main component includes magnesium and silicone. It has high toughness and low density, as well as good anti-oxidant effect, which is quite suitable for phone case manufacturing. Firstly, it has good eveness and can fit with the back of phone well. Secondly, its good anti-oxidant effect allows different color options. At the same time, there are also sand casting and high brightening surface effects.(multi-color phone cases)

Transparent glass material:
The thickness of phone case back is 3.8mm. If the whole back used aluminum entirely, it may cause issues with the wireless charging function. Therefore, B270 ultra-high pressure-resistant glass, also known as ultra-clear glass, is used for the back. The main component is aluminosilicate glass with a purity higher than 99.5%. Due to the low impurity content of B270, it can maintain a high transmission rate in the ultraviolet and infrared bands, thus ensuring the wireless charging functionality of the phone.(B270 extra-clear glass, thickness 0.6mm).

Magnet fixing plate: thickness 0.7mm, material: carbon steel.

N52 magnet

Lens module assembly process:
The lens module consists of 7 parts , with 7 steps. Before assembly, it is essential to ensure that each part is absolutely clean. After assembly is complete, rotate the lens and clean off any excess lubricant.
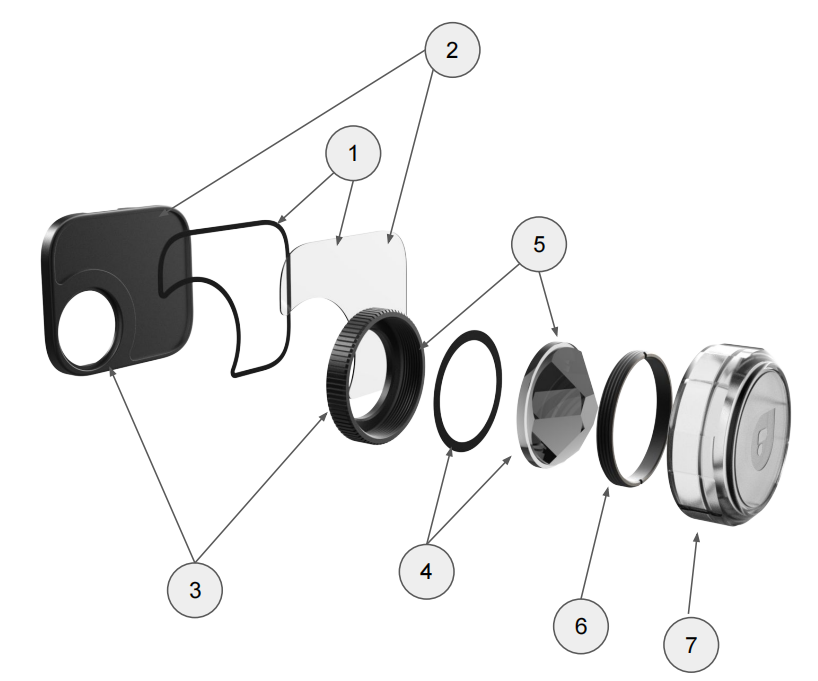
Step 1: Assemble the 3M adhesive film with the rear glass of the lens.
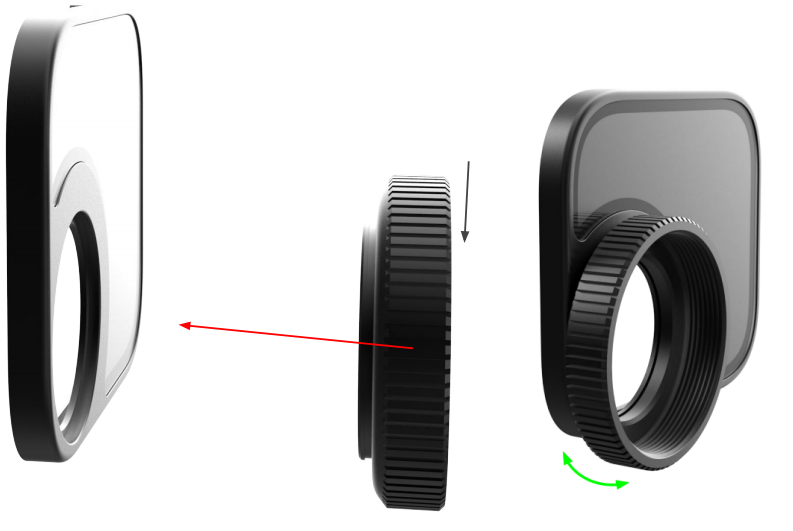
Step 2: Install the first assembled part onto the rear of the lens.
Step 3: Insert the rotary aperture into the lens area that has been lubricated with oil.
Step 4: Place the 3M adhesive tape at the bottom inside the rotary aperture, ensuring that the tape is flat and that there is no dust or fingerprints inside.

5. Rotate the lens element within the aperture and ensure smooth rotation, making sure there are no fingerprints or other defects on the lens.

Step 6: Tighten the decorative piece to the bottom of the lens while keeping the lens clean.
Step 7: Push the protective cover above the rotating ring and the lens.
Silk printing detail:

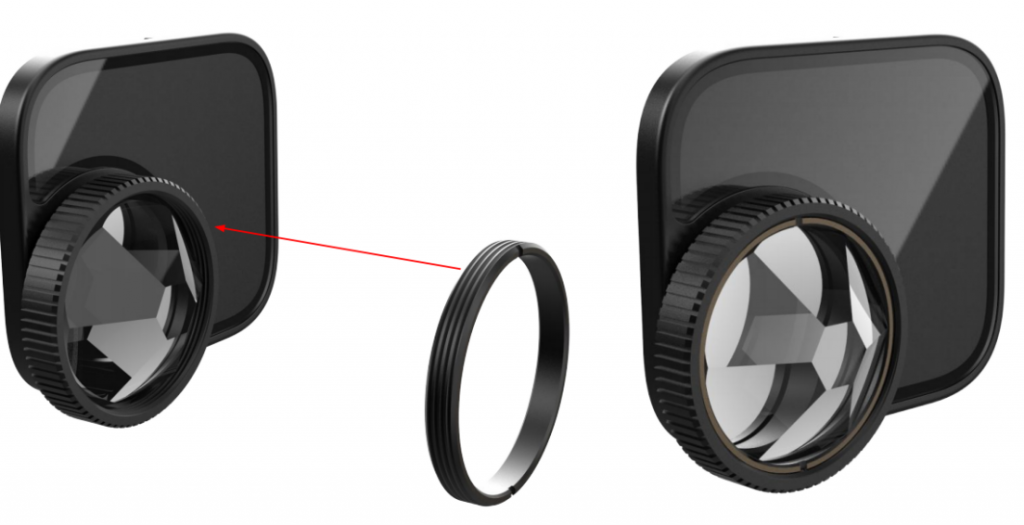
Filter detail:

Filter assembly detail:

Filter assembly detail:

Laser engraving detail:

Laser engraving detail:

Lens cap details:

Detailed display after lens cap assembly:

We have done a lot of work on phone cases and we have rich experience in manufacturing and assembly. At the same time, we have also prepared varies of phone case material for different sizes and models, including plastic and metal. Fast production can be achieved in a short time. Grefee has over 200 CNC machines of various models. For the production of phone cases, we have a dedicated CNC processing workshop with a total of 10 CNC machines. (CNC phone case processing workshop).

To ensure the quality of phone cases, our CNC factory is equipped with a dust free workshop with a total of 4 assembly lines. For the phone cases with assembly needs or surface treatment, fast production and delivery can be achieved. (CNC assembly workshop)

the following are the iPhone series phone cases made by Grefee:
iPhone 15 Pro Max phone case detail display 1: Material: 6061 + PC.

iPhone 15 Pro Max phone case detail display 1: Material: 6061-T6.



Here is an electronic product series GREFEE made:
Smart Watch Series Material:6061-T6



The fixtures for smart Watch production:

Computer Housings:
