Features of Vacuum Die Casting, Semi-solid Die Casting,
Oxygenated Die Casting and Double Punch Die Casting
Posted on:April 6th,2024 By GREFEE
1、 Vacuum die casting
How to remove the gas in the mold cavity has been of really important in the die casting process.Some believe that it is difficult to fill the cavity with the melting metal, so it is harder to remove the gas out of it.
Thus, vacuum die casting is created to make sure the cavity is evacuated or partially evacuated before pouring the metal liquid.
How to remove the gas in the mold cavity has been of really important in the die casting process.Some believe that it is difficult to fill the cavity with the melting metal, so it is harder to remove the gas out of it.
Thus, vacuum die casting is created to make sure the cavity is evacuated or partially evacuated before pouring the metal liquid.
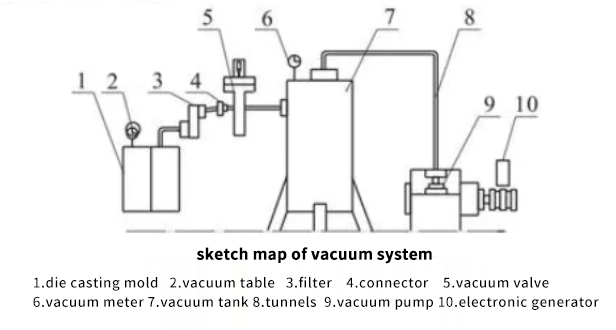
The basic principle of vacuum die casting is to make sure the cavity is evacuated or partially evacuated before it is filled out with the metal liquid to obtain a die casting piece with dense structure. The so-called vacuum is actually an requirement of vacuum degree to be – 82~- 52kPa (- 600~- 380mmHg). Such vacuum degree can be obtained with a general mechanical pump.
At present, vacuum die casting is only used in producing high quality die casting pieces that are pressure resistant. Also, it requires high strength, or heat treatment. Vacuum die casting is used extensively in all special die casting process technologies.

Features of vacuum die casting
1. Vacuum die casting reduces or eliminates the air holes in die casting pieces, and also increases the density of the internal structure. The castings can be heat treated and thus the mechanical performances are improved. For example, the zinc alloy die casting that is made of vacuum die casting technology, the strength is 19% higher than normal ones, and the thickness of the thin layer is increased by 0.5mm.
2. Eliminates the surfaces flaws due to air holes and improves the surface quality of castings.
3. The vacuum die castings largely reduce the back pressure in the cavity, and use lower specific pressure (10% – 15% lower than the commonly used specific pressure). The wall thickness of the die castings can be reduced by 25% – 50% with the thinner die castings produced with lower specific pressure.
4. It also reduces the size of the pouring system and the overflow system, as well as the back pressure in the mold chamber. Meanwhile, it increases the crystallization speed of the casting, shortens the die casting cycle, and improve the production efficiency. The production efficiency of vacuum die casting can be increased by 10% – 20% compared with general die casting.
2.semi-solid die casting
Semi-solid die casting is to stir the metal liquid during solidification under an exact cooling speed to obtain around 50% or even higher proportion of solid component, then using this to start the die casting technology.
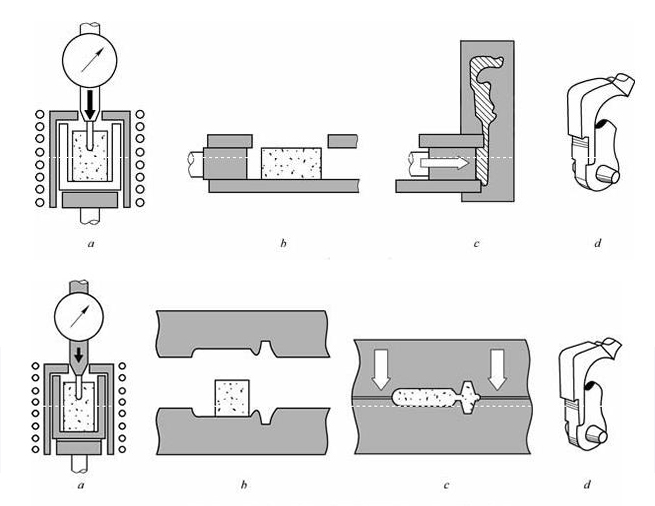
Compared to pure liquid metal die casting, semi-solid die casting features are below.
1)Since the pouring temperature is decreased. What’s more, about 50% of the latent heat of melting of semi-solid metals has been lost during stirring. Therefore, during die casting, the thermal impact of the slurry on the pressure chamber and die casting model cavity is greatly reduced, which can improve the service life of the die casting mold.
2)Since the semi-solid metal viscosity is higher than that of pure liquid metal liquid, less splits during filling if filling with a slow rate into the inner gate, and less gas involved. The temperature of size is low and less gas or no gas, so it is easy to obtain castings without pores or less pores.
3)Semi-solid metal size is like soft solid component, which is transferred to the chamber. However, the viscosity is affected and the filling performance is enhanced as the flow rate is improved when the size is injected into the inner gate or the site of thin wall. Thus, the semi-solid die casting is also suitable for the production of die casting with thin wall and the surface quality of castings is improved at the meantime.
4)It can accurately measure the quality of the pressed metal and eliminate the commonly used holding furnace, thus saving metal and energy and improving the working environment. At the same time, the solidification speed is accelerated, which can improve the production efficiency of die casting.
3. pore-free die casting
Prior to die casting filling, the mold cavity and chamber are mainly filled with air, with nitrogen accounting for about 80% and oxygen accounting for about 20%.
Based on the analysis of air hole of die casting parts produced by general die casting, a new technology of oxygen-filled die casting is developed.
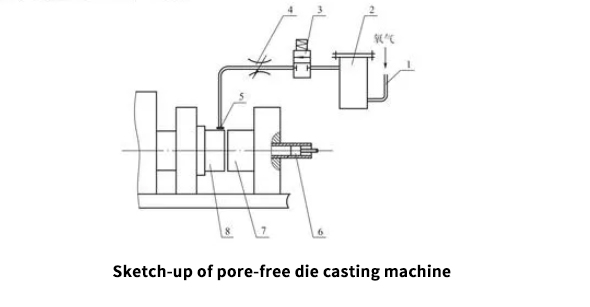
The pore-free die casting works by filling out the chambers and mold cavities with oxygen to replace the air in it and other kinds of gas.
The aluminum alloy liquid reacted with oxygen when it goes to the chamber or mold cavity, which is 4A1+3O2=2A12O3。
The component A12O3 is tiny molecule (less than 1um), dispersed in die castings, accounting for about 0.1% – 0.2% of the total mass of castings, without affecting the machining performance. Thus, it eliminates or reduce the possibility of pores in the internal part of castings, also improving the density of castings. the castings produced with pore-free die casting technology can be heat treated without blisters.

Features of pore-free die casting
1)eliminates or reduce the pores inside and improves the quality.
The aluminum alloy die casting mechanical force produced with pore-free die casting technology is 10% higher than normal die casting parts, and the elongation rate is increased by 0.5-1 time. The pore-free die casting parts have high mechanical performances as it can be heat treated.
The strength increases by 30% and yield strength increases by 100% after heat treatment. Also, the impact resistance also noted a big increase.

2.)due to less pores inside of castings, the castings can work under a high temperature of 200~300C, and pore-free die casting causes less damages to the alloys.
3) there is superior performance standards. For aluminum alloy die casting parts require heat treatment, or welding, and gas tightness or even higher temperature conditions, the pore-free die casting is the best option.
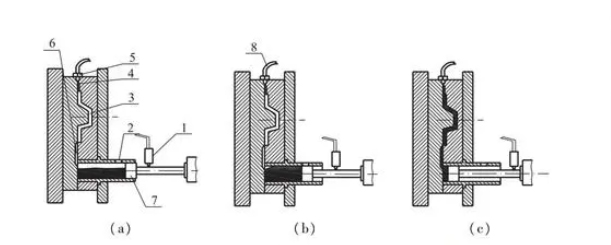
4.RAD is also knowns as ACURAD, the full name of accurate, rapid and dense casting.
It is composed of two nested internal and external pressure ejecting punches. At the beginning of ejection, two punches move at the same time, when the filling is finished. The cavity reaches a certain level of pressure, the time limit switch will be turn on. The internal pressure jet punch will keep moving forward until the casting is compacted.

Feature:
1)The thickness of the inner gate is 3~5mm thicker than that of the normal die casting, which is equivalent to the wall thickness of the die casting parts, so that the internal pressure ejecting punch can transmit pressure better when moving forward and improve the density of the die casting parts.
2)the strength of thick wall castings is uniform and the strength increases by more than 20% than that of normal castings with less pores or without pores inside. Also, the gas tightness is enhanced and can be welded or being heated.
3)due to the inner gate is thick, so the ejection speed of metal liquid into the inner gate is 4-6m/s, about 20% of normal die casting.
The low speed and low pressure can reduce the splits and vortex during the ejection process. It can greatly reduce the possibility of air entrainment and porosity of castings.
4)the internal ejection punch can increases the pressure and the pressure specification would be 3.5~100MPa. The internal punch ejection stroke of punch can be 50~150mm, controlling Sequential Solidification of Die Castings.

As the filling speed and pressure of metal liquid are both low, the cavity can be filled out smoothly, and solidified from far to the inner gate.
For the thick and large site of castings, a supplied ejection punch can be added on top of the thick and large site of castings to compact the casting to obtain a dense internal structure.

Thus, in the process of die casting, not only the manufacturability of casting structure, advancement of die casting die, excellent performance and structure of die casting machine, adaptability of die casting alloy selection and standardization of smelting process should be paid attention to, it is also important to use various die casting processes on casting quality according to different products.
MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?

Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.