
Plastic Injection Molding Services
- More than 100 sets of injection molding equipment + clean production workshop.
- 7*24 quick response
- AII Diensions QC Report
- Strictly control of injection molding raw materials.
- Provides surface treatment and product assembly services.nt
- No MOQ
Plastic Injection Molding Services
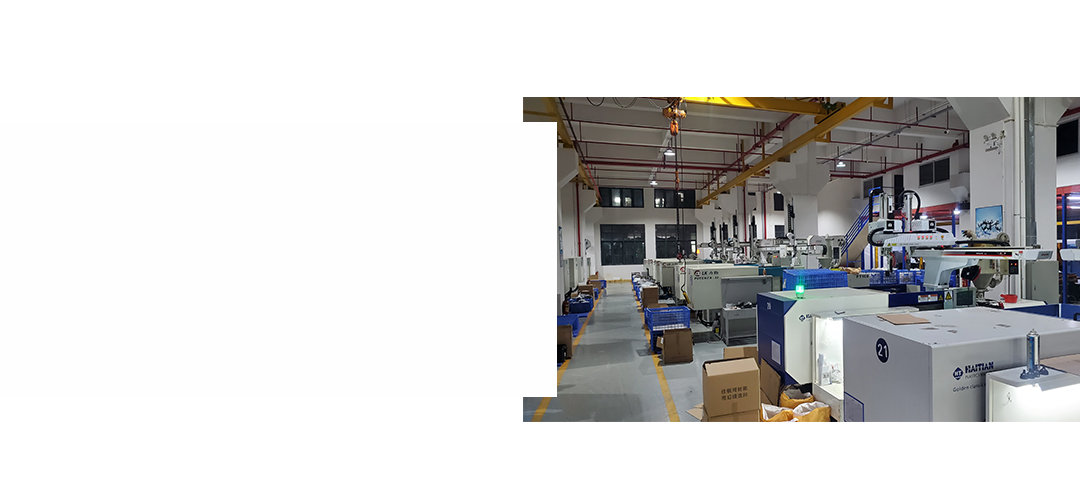
We’ve been engaging with plastic injection molding since we started and have obtained markable achievements. Now, we have 97 horizontal and vertical injection molding machines which continually generate large output and high-class quality. We are seeking for not only time efficiency (24×7) with bulk orders but also the advanced technology for intricate plastic molded parts production. Our customers have benefited from our engineering and an array of secondary operation services.
Understanding Injection Mould at GREFEE
Since its inception in 2003, Building high quality Precision Injection Products for our global customers is the core business of GREFEE. The customers cooperating with our company will no longer need to participate in the management and control for each link, but leave this to GREFEE to complete: Your Molded plastic parts supplier in China


- GREFEE is devoted to providing solutions of high-grade mould making and Injection molding processing.
- We’re fully equipment with more than 200 advanced facilities, such as Mikron, MAKINO, SODICK, Mitutoyo, 94 high-precision injection machines, and other like intelligent machines of painting, silk-screen painting, transfer painting and laser etching. We also provide assembling and packing services.
- Making a rapid mould within 3 days, and manufacturing massive complicated moulds in 2-4 weeks are valid in GREFEE. And we also provide high-quality export moulds.
- Metal 3D printing is also a featured solution in GREFEE, and it’s widely used in precision mould manufacturing.
- GREFEE’s engineering and technology department are good at working in English, French, German, and Spanish
- With scientific management , GREFEE produce mould and do plastic molding in a high-efficiency way.
- With powerful QC department and strict quality control , All projects and product data are recorded and traceable in our system.

Why Choose GREFEE for Plastic Injection Molding
Trust our 20ys+ experience in injection molding technology, scaled manufacturing management team, and scientific management system.Trust our high-quality and high-efficient production. We’re good at making appropriate manufacturing plans and achieving high quality product requirements, while balancing cost and shortening lead time.
✓QA(Quality assurance)
Strictly follow ISO control system, provide complete QC report, and guarantee all products 100% qualified.
✓Competitive price
Scientific management, high-quality & stable operate mould, and combine high-automated manufacturing methods, generating cost savings.
✓Fast delivery
Shipping injected parts within 1 day.
✓High-quality service
Professional engineers 1 vs 1 service for all projects.
✓Extensive choices
More than 1,000 materials, all kinds of surface treatments, different tolerances, and marks &qualifications are valid in GREFEE.
✓Manufacturing capacity
Our 97 precision injection molding machines (50-680T) suits your needs at any time.

Mold manufacturing

Since 2003, GREFEE has been devoted to working on manufacturing precise parts with high productivity for our customers, such as professional precise electronic parts, high mode cavity medical parts, multi-material parts, thread parts, etc. The industries that we are serving cover all walks of life, which include automobile, aerospace, artificial intelligence, consumer electronics, medical devices, etc.Do you need a plastic parts supplier
Injection molding & Assembling
GREFEE now has more than 97 injection molding machines which are imported from Europe and Japan. By utilizing scientific injection molding methods, our business involves the assembling and injection service of precise engineer rubber material parts, multi-material parts appearance parts and so forth. Our injection molding service has successfully served customers from over 30 countries globally
Spray painting
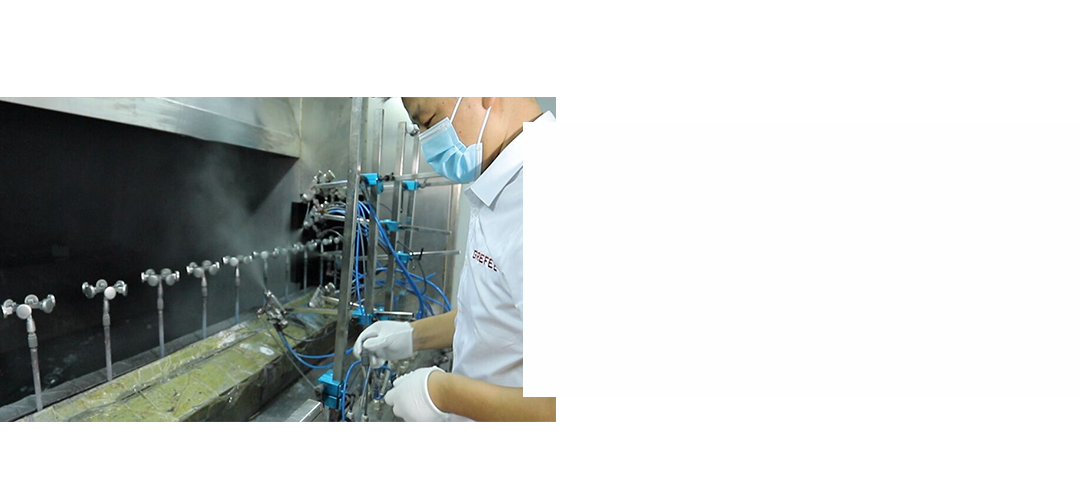
GREFEE has a surface treatment workshop which covers 3500M², containing a set of ground rail mode “double spray painting and double solidification” UV diesel line, one “triple spray painting and triple solidification” automatic line and one 36 mile line of “manual spraying line- 4 cabinets” ( including one “5Axis automatic reciprocating machine”), one 15 mile line of manual spray printing, ten-thousand grade level dust free workshops with automatic Spindle painting, automatic reciprocating machine printing, silk screen printing, pad printing,Laser cutting , etc.

High-precision
1um machining accuracy of internal and external grinding
GREFEE also is an expert in designing an assortment of High-precision parts. GREFEE owns HARDINGE internal and external grinder whose manufacturing accuracy can be 1 um, following IATF16949 standards can manage and control the process, record data, control parts precision, and cavities interchange sample.

We are proficient in designing all kinds of vertical and horizontal gun barrels. In addition to that, we specialize in sealing and filling with excellent appearance and invisible and sensible parting lines.

Scientific injection molding
The reason why GREFEE can support our customers at a high level is that we are always considering how Scientific injection molding impacts the whole manufacturing process. No matter the designing, manufacturing, or mold verifying, so that all departments can work effectively. We can proudly say that GREFEE is an excellent manufacturer of plastic parts.

Best Plastic mould from distinguished mold design
- GREFEE engineers work closely with clients on all sides of mould making projects, we participate in client’s early-stage development and product evaluation, and provide product optimization suggestions, to guarantee success in making high quality but low cost products.
- In GREFEE engineering team, 33 members has more than 20ys experience in industrial manufacturing , and all can work in English with effective communication skills.
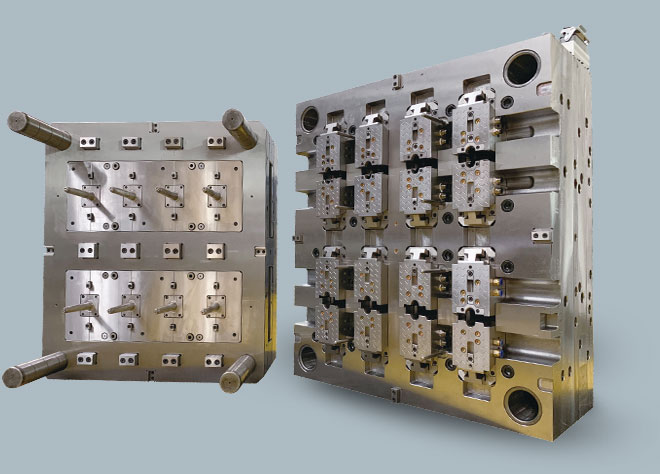
- In mould design, we focus on structure stability, effective cooling system, and designing appropriate runners, pouring gates, and ejectors based on product features, material characteristics, product volume, appearance, dimensions…..etc.
- Trust our rich experience in pre-deformation moulds, 2k moulds, complicated structure moulds, You will receive professional and reliable solutions.


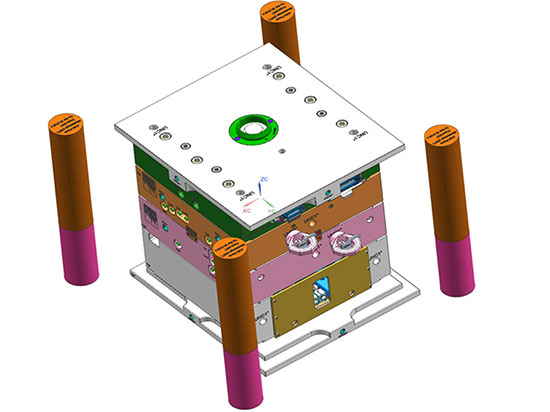

Injection Mold Design Flow
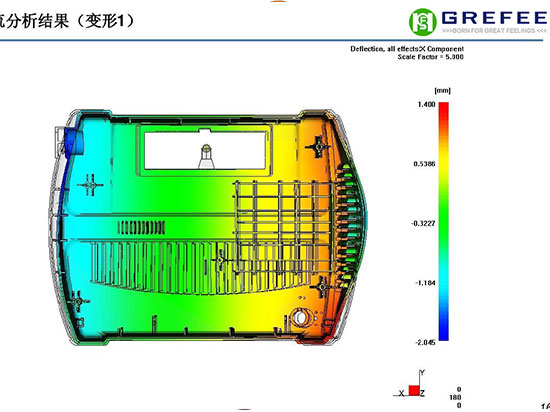
- 1.DMF&Mold flow
- 2.Mold Design
- 3.Design Validation
- 4.Validate by GREFEE “check list “
- 5.Control by “action plan “
- 6.Validate by customer
- 7.Steel Ordering
- 8.Approval to order steel
- 9.Approval to start molding
Want to learn more about plastic injection molding?
Injection Molding Flow
Strictly follow the project flow, make sure the manufacturing plan is working efficiently and flexibly, with QC control in every step, guarantee project completed at a high degree of quality and in a punctual way.





.jpg)





Production capacity
The ability to produce mold at the high international standard, strong engineering and design capability, aggressive lead time and competitive price continues to be the success factor of GREFEE. We have the ability to manufacture the whole process from ID to mass production.











Mold making
- GREFEE has more than 18ys experience in the manufacturing industry, including approximately 90 members within the mold manufacturing team, most of them having worked in this area for at least 8ys.
- Lots of precision mold made in GREFEE is based on scientific theoretical knowledge and rich practical experience.
- Our moulds are high-quality, have long service life, low maintenance, high-precision, and especially have quick shooting periods. These strengths greatly support our clients in being extremely competitive within their markets.
- We’re fully equipped with advanced machines: high-speed CNC(32000 turns/min), five-axis CNC(32000 turns/min), CNC-EDM, CNC Cutting,wire cutting machines, all imported measuring equipment, spotting machines, etc.Tolerances of mould components can be controlled to ±0.005mm.
- Every mould component is machined by different manufacturing technologies, while one entire mould consists of many components. In the mould industry, we must rely on professional and reliable management and control processes




Injection molding
- Scientific injection molding and reasonable mould testing system are valid in GREFEE. We devote ourselves to high-precision, complicated, high surface demand, strict tolerance demand components.
- We have 50T-680T injection molding machines, and 2800T ones from our partners, in order to suit different needs from different clients.
- GREFEE provides low-volume as well as massive production rapid injection molding services to suit your needs.
- Rapid tooling (20pcs-5,000 shoots), used for master making or small batch production.
- Massive production injection mould (100,000+ shoots).
- For many years, we have helped our clients from more than 40 countries make their parts.Email us and get more information!
- We only deliver 100% qualified parts, as every component can trace back to relevant operator and machine, and every dimension can meet the demand of the required drawing.
Types of Rapid Injection Molds






Mould &Injection molding Resourcing
We cooperate with fixed material suppliers, from mould materials and parts materials, we’re able to provide material data sheet/COC/COA available.

Injection molding material
We have high-quality material supply channels, provide material certificates and low price advantages.

Molding Tolerance & Visual Quality
Strictly following standard of ISO9001,ISO13485,ISO16949,We have a variety of testing equipment to ensure quality.

Inject Design Tips
With many years of industry design experience, familiar with the key design points of various industries.

Surface Treatment
Silk Screen Printing,Pad Printing,Laser Engraving,Spray Coating / Spraying,Electroplating,Vacuum Plating。Texture Etching / Grain Etching,IMD/IML:IMD / IML

Product Color
GREFEE understands the importance of color to a product very well. We provide you with a wide range of color grading services using standard lighting conditions and colorimeters.
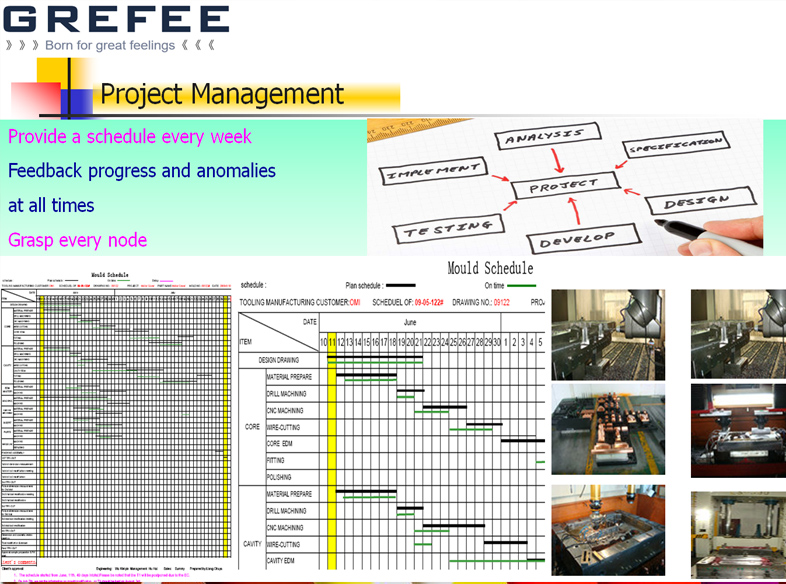
Project Management
How to satisfy customer demands and make sure all projects are successful? Our project management system is very important and effectivefrom RFQ to delivery.

Applications for Plastic Injection Molding
Injection molding services cover all industries,GREFEE mold has long-term services for Automobile, Medical, Aerospace, Consumer electronics, Robotics, Home appliances, Digital products, Communication, and Defense industries.We design and manufacture many kinds of products, so we know how to adopt appropriate mould design and shooting technique to quickly manage every new project.We know the background and difference of product development in many industries, with more than 20ys experience, we have standout methods of solving particular demands.Looking for injection molding manufacturer? Upload your files and get the free quote!

At GREFEE, our dust-free plant is used to manufacture different types of high precision and productivity mold parts for medical care devices, such as medical used connectors, transfer pipes, etc. ISO13485 certified

GREFEE is specialized in manufacturing a wide selection of vacuum pump parts, cosmetic containers, two-tone covers, thread withdrawal molds, thin wall, and bottle cover molds.

GREFEE is experienced in manufacturing electronic devices, circuit breakers, household electronic items, automotive interior decorations with small tolerance, ISO16949 certified.

Unmanned aerial vehicle
GREFEE serves many aerospace and airplane companies with manufacturing service, such as airplane seats, unmanned aerial vehicle (UAV) propeller, unmanned aerial vehicle (UAV) shell etc.
See Our Past Projects

Injection Molding Service For Clear Plastic Molding
Injection molding is the most common manufacturing technology in industrial fields. Injected products not only have high requirements of dimensions, but also even have higher requirements for its appearance. Common defects of injection molding products include shrinkage on product surface, welding marks, flash, eject marks, etc. Those are important factors affecting the use of products.
GREFEE has many years experience in the injection molding industry, we provide high quality injection molded products for industries of household appliances, automobiles, medical devices, communication electronics and so on for a long time. We keep improving from raw material purchasing, injection molding technology controlling, to product quality inspection. In 2021, the acceptance rate of our injection molding products is 99.2% in the first production, and the quality pass rate is 99.8% through the feedbacks of customers after use. Have a check of your injection molded parts to see whether they have defects.READ MORE

Threaded plastic products
Threaded plastic products are seen everywhere in our daily life, such as bottle caps, connecting threads, etc. These are some threaded injection molding samples, which we could see in each single day. The Injection molding thread is widely used in our life.
But how to make injection molding plastic parts with specific threads? Not only the part design, but also the fabricating needs to be put in full consideration. Here at GREFEE Mold, we provide free DFM for threaded molding products.
The internal thread is the thread inside the products. We can use the forced demolding method if the internal thread products have low requirements.
On the other hand, we will need to use a kind of specific mold with special stripping mechanism if the internal thread products with high requirements. READ MORE
Injection Molding Service For insert molding
Insert mold generally is a kind of mould that make nuts, metal parts or hard plastic parts fixed inside cavities for injection molding.
Insert nuts injection molding: nuts material can be stainless steel, copper, bronze and steel, generally copper nuts are commonly used. Copper is easy to knurl, which helps nuts and plastics splice better. The tolerance of nut inner bores should be controlled within 0.02mm, otherwise easily cause flash if the tolerance is beyond 0.02mm. In mould fitting, we need to assemble nuts into insert pins for testing. If it’s tight fitting between nuts and pins, it would be hard to eject the part and create eject marks or sticking problems. If it’s loose fitting, it would cause flash. READ MORE

Plastic Injection Molding Service for TPE
Soft rubber material is a collective name for soft materials. Its hand feeling is soft and mild,. There are many types of soft rubber materials which include rubber and plastics, such as rubber, silicone rubber, TPU, TPE, soft PVC,etc.
Main properties of soft rubber products that we are mainly concerned witch include: hardness, elasticity, corrosion resistance, wear resistance, cracking, coloring performance, high (low) temperature resistance, cost and processing technology, etc. If it is applied in daily supplies or baby accessories,there are a few factors that we need to consider which include whether the material is harmful, smelling, feels comfortable, etc.READ MORE
Quality assurance
We’re supported by powerful quality control systems and a quality management team of more than 45 distinguished QA engineers. Strictly following standard ISO9001 /ISO13485/ISO16949, GREFEE’s control and management are involved in the whole process, from product R&D, suppliers resourcing and auditting, material testing, manufacturing controlling, products checking, laboratory testing, transporting delivery, to after-sale.We’re always working hard in meeting international standard, to make sure we provide better services for our clients all over the world.Your parts are far away from quality problems at GREFEE.Upload your product design to get free and competitive free quote.
ISO45001:2018
Focuses on occupational health and safety. We are always working to protect the health of our staff and visitors..
ISO9001:2015
Ensuring that all quality processes can be recorded is an important system for our production, learning and training.
ISO13485:2016
Define and control a quality management system for the manufacture of medical devices, health-related products, and support services.
IATF 16949:2016
It is applicable to the organization mode of automobile production supply chains to ensure the suppliers are equipped with high quality operation level and to supply auto related products constantly and stably.
ISO14001:2015
Controls our environmental management system. We take our responsibility seriously to be good stewards of the environment.
Injection molding FAQs
- a. fast production speed, high efficiency, achieve automated operation, low labor cost.
- b. excellent surface appearance, variety of colors.
- c. achieve shapes from simple to complex and sizes from large to small.
- d. accurate product dimensions, update products easily, can make components with complicated shapes.
- e. suit for massive production.
- f. injection molding is the most important manufacturing technology, almost covering products from any industry.
- a.limitation of thin-wall products.
- b.high mould cost and investment of injection molding machines for production.
- c.relatively long time in manufacturing mold.
- 2-plate mold: open the injection mold with single parting surface, separate cavity and core, and then take the injected part out. This kind of mold is called 2-plate mold. It’s the simplest and most essential form of injection mold. The mold can be designed to single-cavity or multi-cavity as required. 2-plate mold is the most widely used injection mold.
- 3-plate mold: the double-parting-surface mold has two parting surface, compare to the mold with single parting surface, two-parting-surface molds add a plate that can move certainly(also called active gate plate, with gate, runner, and other components need) in the fixed half of injection mold, therefore, it’s also called three plates injection mold(active plate, middle plate, fixed plate). Three plates is commonly used in injection mold with single-cavity or multi-cavity for point gating, when open the mold, the middle plate on the fixed plate guide pillar separates the fixed plate in certain distance, so as to take gating clotted material out between these two plates. The double-parting-surface mold has complicated structures, costing high in manufacturing. It’s hard to process its components. 3-plate mold suits for product with high precision, tiny size and high requirements on appearance, generally not suiting for plastic parts with large or super-large size.
- Slide lifter ejecting mold: injection mold with side parting and core-pulling mechanism. When the idea part has side holes or undercuts, need adopt side movable core or slides and lifting molding. After injection, make core moves down a certain distance, after that, the slop of turning pin on fixed plate pushes the slide to move outward, meanwhile, the pushrod in demolding structure pushes the ejector making the part demold from core. If part with limited space cannot add slides, we can use lifter ejector as a side moving agent, when the core moves down a certain distance and core ejector plate ejects the lifter by injection machine’s mandrel or oil cylinder, the lifter ejector will move upward angle or backward concavo-convex features, after moves a certain distance, the lifter ejector will be far away from the concavo-convex areas of products.
- Movable insert mold: injection mold with movable inserts. Since some plastic parts have special structures, it requires injection mold to be designed with movable inserts, such as movable male mould, movable female mould, movable inserts, movable screw core or circle core, which can be moved out of mold together with plastic part in demolding, then separated from the plastic part by hand.
- Screw mold: injection mold with automatic discharge screws. For plastic parts with screws, and requires demolding automatically, can design mold with rotatable screw core or circle core. Take advantage of opening mold movement or rotating structure in injection molding machine, or set special gearing to make screw core or circle core rotate then help the plastic part demolded from mold.
- Hot runner mold: runless injection mold means adiabatic heating the runner, keeping the plastic between injection machine nozzle and cavities melting situation, without leaving clotted pouring material when open mold to take parts. The former is called adiabatic runner injection mold, while the latter is called hot runner injection mold. Types of hot runners are: open hot runner, pin hot runner.
- Right angle injection mold: right angle mold only suits for right angle injection molding machines, what distinct different from other injection molds is that the direction of material feeding is perpendicular to that of mold closing in injection molding process. Its main runners are on both sides of parting surface between cavity and core, and its sectional area is generally fixed, which is different from molds used in other injection molding machines. At the ends of main runner, can design replaceable runner inserts to avoid abrasion and deformation between injection nozzle and feed port of main runner.
- Reverse mold: most of molds are demolded from movable plate side, which is helpful for ejector system working in mold opening and closing. In production, some plastic parts have shape limitation and surface requirements, it’s better to leave the plastic part in cavity side, which must design demolding structure in fixed mold plate to help plastic parts demolded from mold.
- Insert mold: it means that inject plastic material into mold with inserts(made from other materials) fixed inside and get incorporate product after the melted material and inserts joint and solidified. Screw insert molding is the most common technology in insert molding, next is inserting with sheet metal components, but also are inserting with cloth, paper, wire, plastic, glass, wood, wire ring, electrical components and so on.
- Over molding: two or multiple kinds of plastic materials are not always injected in the same injection molding machine, molded twice or multiple times. A part demolded from one mould, then is placed into another mould for secondary injection molding. So, usually this kind of injection molding technology is completed by 2 sets of moulds, just need ordinary injection molding machines. Over mold has relatively low production efficiency and cost high in injection parts, but mould cost low, so suits for project not requiring large quantity or cannot made from Bicolor injection mould(Double-shot mould).
- Bicolor injection mould(Double-shot mould): we called it bicolor products when the product consists of two materials(soft material + hard material, hard material + hard material, or soft material + soft material) or two colors. 2 kinds of plastics are injected in the same injection molding machine, injected in twice but demolded once for a product. Generally it’s also called two-material injection molding, and is usually completed by one set of mould, and need special bicolor injection molding machines. Bicolor injection molding is getting more and more popular among the market, as this processing technology can help products achieve more beautiful appearance and change colors easily without painting, though cost relatively high and require high technology, suits for massive production.
- Texture: Use concentrated sulfuric acid to corrode injection mold inside, then get textures in the forms of snake, etching, plough, wood grain, etc. The plastics get the corresponding textures after injected.
- Polish:It’s a processing method of making use of mechanism, chemistry or electrochemistry to reduce the roughness of part surface then get smooth and flat surface. At GREFEE, generally plastic parts polishing grades range from SIP-D3 to SIP-A1.
- Painting: Plastic painting is a finish method that paint a plastic painting over the plastic parts, then dry the parts. Various colors are valid in painting. Painting can isolate the air, beautify the appearance, protect the product, anti-aging and anti-static. The most important is to get the appearance effect that plastic products themselves do not have.
- Silk-screen printing: Generally the screen printing plate is square and in the shape of a fine sieve. In printing, the ink on the plate leak on products from the through hole part of the plate by extruding from the doctor blade, so as to get the pattern we need on the products.
- Transfer printing: Firstly etch the designed pattern on the printing plate, then paint oil on the etching plate, finally transfer print the most of oil to the part by the silicon head.
- Thermal transfer printing: Print the pattern in the surface of transfer printing film in advance, then the fancy pattern is printed to the product surface by thermal transfer printer(heating and pressing), the oil layer integrate with the part surface after printing, with beautiful appearance, which greatly increase the level of products. However, this finish requires high technology, and most materials need imported. Thermal transfer printing is applied to many kinds of products surface, like ABS, PP, plastic, wood, and parts with metal coating.
- Water transfer printing: It's a printing technology that hydrolyze the macromolecules of transfer printing paper with colorful patterns.
- Laser engraving( Laser etching): Laser energy makes product surface form a ‘trace’, and make the layer of material beneath the surface exposed, then engrave words or patterns as required.
- Water electroplate: It’s one of metal electrodeposition technology. Generally it’s a technology that achieve metal coating layer on part surface through electrochemistry with chromium, zinc and other metals. It can help plastic parts achieve metallic sense, and make the material anti-corrosion and wear-resisting, and have properties of decorative, electrical, magnetic, and optical.
- Vacuum electroplate: Material atoms in vacuum space are isolated from the heating source and hit onto the surface of the plated parts, to achieve gorgeous appearance. It suits for plastic parts made in ABS or PC. Vacuum electroplate is used for massive production as it has complex technological process requiring high standards of environment and equipments.
- Thermoplastics plastics: When the thermoplastics plastics is heated up to a certain temperature, it becomes ropy material with certain liquidity and good plasticity. It can shaped under certain pressure and keep the formed shape after cooling. If heated again, the thermoplastics plastics soft and melt again. So it can repeated molding. Thermoplastics plastics have advantages of small proportion, good molding property, excellent electrical conductivity, stable chemical property, wear resistance, light transmission, low thermal conductivity, and easy to dye and so on. However, they have disadvantages of weak mechanical strength, heat labile, and low production accuracy. The commonly used thermoplastics plastics are polyethylene, polyvinyl chloride, polypropylene, polybutene, isobutene, ABS, polystyrene, nylon and polyformaldehyde, etc.
- Thermosetting plastics: thermosetting plastics have certain fluidity and plasticity in the early stage of heating, but will not get soft after re-heating if molded, so it called thermosetting plastics. The features of thermosetting plastics are hard, good heat resistance and chemical corrosion resistance. The disadvantage is that the material cannot be cycled. The commonly used thermosetting plastics are acid aldehyde resin, urea resin, epoxy resin, unsaturated polyester, silicone resin and polyurethane resin, etc.
- General plastics: Generally refers to the plastics of large production, wide use, and low price. They are polyethylene, polypropylene, phenolic plastics, amino plastics, polyvinyl chloride, polystyrene, polypropylene, and ABS, total eight varieties of plastics.
- Engineering plastics: Generally refers to the plastics that can bear a certain external force, have good mechanical properties and temperature resistance of high and low temperature, good dimensional stability, and can be used as engineering plastics, such as polyamide, polysulfone, etc. Engineering plastics are also divided into general engineering plastics and special engineering plastics. Engineering plastics can meet higher standards in mechanical properties, durability, corrosion resistance, heat resistance and other aspects, easy to manufacture, and can replace metal materials. Engineering plastics are widely used in industries of electronic and electrical, automotive, construction, office equipment, machinery and aerospace. Plastic replacing steel and wood is becoming a international trend. Engineering plastics such as polyamide, polyformaldehyde, polycarbonate, modified polyphenyl ether, thermoplastic polyester, ultra-high molecular weight polyethylene, methyl pentene polymer, vinyl alcohol copolymer etc, have better performance in mechanical properties, wear resistance, corrosion resistance, and dimensional stability.
- Special (reinforced) plastics: Generally the plastics have special function, applied in special application fields like aerospace. For example, fluoroplastics and organosilicone have excellent functions of high temperature resistance, self-lubrication, reinforce plasticity and foamed plasticity, high strength and high cushioning. Those are all belongs to special (reinforced) plastics.
- Molded plastics: Refers to the resin mixture plastics for molding, like general thermosetting plastics.
- Laminated plastics Refers to the impregnated fiber fabric, can be laminated, hot pressed together to from a entire material.
- Injection, extrusion and blow molding plastics Generally refers to the resin mixture plastic can melt and flow at the temperature of barrel and quickly harden in mold, like general thermoplastics.
- Insufficient shape of injection products: plastic products injected with incomplete shape or some cavities are not fully filled in multiple-cavities molding. Main because the cavities are not fully filled result from insufficient material feeding, poor melted material filling flow, too much air trapped, or poor venting.
- Instable dimension: dimensions of plastic products size are not stable mainly because weak mold strength, poor accuracy, injection molding machine working unsteadily or instable molding conditions.
- Bubbles: result from too much air in melted material or poor venting causing air left in products, presenting empty cavities with small volume or bunchy bubbles(note: differs from vacuum envelop).
- Dent or vacuum envelop: main because poor pressure maintaining, uneven cooling, uneven wall thickness or large plastic shrinkage.
- Large flash: defective mold fitting, large gap, poor liquidity of plastic material, or feeding too much material, which make plastic products with extra thin fins.
- Defective welding: when separate melted material joint, the jointed material has lower temperature, or the resin not dissolve with the attachment, which causes defective welding of melted material and form obvious joint lines inside or outside plastic parts.
- Surface crinkles: melted material flows the cavity in semi-solidified wave station instead of flatly and smoothly flowing over the mold surface, or melted material retention.
- Snake marks: because melted material with water, air, or too much volatile matters. Melted material effected heavily from cutting press, defectively fitting with mold surface, or cooled rapidly, mixed different materials or decomposition deterioration, so that snake marks, silver white needle-like stripes or mica patches makeup (water trace) occur on the surface of the plastic parts along the direction of the material flowing.
- Warping, distortion: uneven residual stress, cutting stress, cooling stress and shrinkage in molding cause internal stress. Defective demolding, not enough cooling, not enough strength of plastic parts or mold distortion make plastic parts unreasonable distortion, warping, hole deviation or uneven wall thickness.
- Cracks: because of too large internal stress inside parts, defective demolding, uneven cooling, poor plasticity performance or faulty part design and other defects, makes part surface and gate point crack or break under load and solvent.
- Black dots, black bars: because the decomposition of plastic parts or the combustible volatiles and air in material resolve and burn under high temperature and high pressure, the inflamers enter cavities along with melted material, then become black dots, black bars, or present charcoal burning marks on plastic parts surface.
- Uneven color or discolor: because uneven distribution or discolor of pigment or material, causing uneven color on the part surface. Different uneven color presentations result from different reasons. Around the gating position, usually pigment is uneven. If find uneven color in the whole part, should consider the problem of poor thermal stability of plastics. If find uneven color around joint areas, should consider the problem related to pigment properties.
- Fragile plastic parts: because poor plastic, obvious directionality, large internal stress and defective plastic parts structures, decline the parts strength, and easy to crack(especially along the direction of the material flow).
- Defective demolding: because too strong filling, or poor mold demolding performance, make it hard to demold or parts easy to deform, crack, or not match the design requirements.
- The physical and mechanical properties of plastics, such as strength, rigidity, toughness, elasticity, water absorption and sensitivity to stress, etc.
- Plastic molding manufacturability: such as fluidity, crystallization rate, sensitivity to molding temperature and pressure sensitivity, etc.
- Part shrinkage situation after molding, and the difference of the shrinkage rate in each direction.
- Reasonable design of product structure: reasonable assembling clearance, and clearance should be reserved for all embedded structures, to ensure enough strength and stiffness (safety test) and properly design reasonable safety factors
- Comprehensively consider the manufacturability in part structure designing, and simplify the mold manufacturing as mush as possible.
- Consider the plasticity of the part structure, that’s to say, achieve high efficiency in injection molding production and decrease the scrap rate as mush as possible.
- Consider the convenience of production and assembling(specially not in conflict with assembling)
- Adopt standard and mature structures for part structure, also called modular design.
- For commonly/public used components, try to use exist ones as much as possible instead of make new molds.
- Take cost into consideration.

- Short lead time: without limitation of cooling time in runner system, product can be taken out in time after injected and solidified. Many thin-wall components made from hot runner molds can be injected in less than 5 seconds.
- Save raw material: Because no cold runners designed in hot runner molds, there’s no scrap material in runners, which matters a lot for massive production and expensive plastic products.
- Improve product quality: in the molding process of hot runner mold, the temperature of melted material is accurately controlled in runner system. The plastic material flow and fill each cavities in a even situation, and get the components with same quality. Parts made from hot runner mold has gate in better quality, lower residual stress after demolding and small distortion. Therefore, many high quality products are made from hot runner molds in the market. Help achieve automatic production: parts made from hot runner molds can be regarded as finished products, no need the process of trimming the gate, recycling and cooling, so as to help achieve automatic production. Many foreign manufacturers combine hot runner with automation to greatly improve the production efficiency.
- Mold cost rising: components for hot runner molds have relatively high price, which may greatly increase the cost of hot runner mold. If need less quantity of parts, mold cost has high proportion, which is not economical.
- Hot runner molds manufacturing require highly on processing equipments: hot runner molds require precise processing machines to ensure quality. Hot runner system requires integrating and cooperating with mold strictly, otherwise there may be many serious problems in the manufacturing process of mold.
- Complex operation and maintenance: compare to cold runner molds, hot runner molds are more complex in operating and maintaining. Such as improper using can easily damage the hot runner components, so that production cannot go on, finally Cause huge economic losses.
- Firstly, cavities of injection mold depends on product quantity, if need large quantity of product each month, we can calculate a rough molding cycle time of a product, then calculate how many products can be produces in one month. If this output is not enough to meet the demands, need add cavities and then re-calculate the injection time to determine how many products can be produced in a month.
- Next, need consider the injection molding size. To low down the injection molding cost and make the manufactured molds suitable for specified injection molding machines, should note that whether the mold is too large or too small for the machine because of cavity in mold designing, that’s to say, should consider that whether the manufactured mold is within the specified range of injection molding machines, and whether the injection material meets the requirements of multiple-cavity molds.