Sandblasting is Essential to Deal with Surface Treatment

Posted on : May18, 2022 By GREFEE

Sandblasting is essential to deal with post-treatment, am can be used to clean the residual on parts after heat treatment, such as oxidized skin, residual salts, etc. Surface strengthening can enhance the fatigue strength of the part. Sandblasting is also helpful to correct thin and long parts plus the deformation of thin-wall parts.
Definition of Sandblasting
Sandblasting is driven by the squeezed air to form a jet beam quickly to spray the material to the part surface that needs to deal with (Ceramic sand, glass balls, nylon sand, quartz sand, emery, iron sand) to shape the exterior surface. Due to the impact and milling action of abrasive material on the part’s surface, the fatigue strength of parts increases effectively. Besides its adhesive force between coatings, the durability is also enhanced, beneficial for the leveling and decoration.
Before coating and adhering, sandblasting can clean all of the greases on the surface and establish an important basic foundation diagram on the surface ( the so-called matte side). What’s more, the bonding force between the coating and plating through changing parts with different granularity and roughness of abrasive material, or to stabilize the adherence to increase the quality.
The surface of castings, cleaning of the parts after heat treatment and polishing and sandblasting to clean the castings, all grease on the part’s surface (such as oxidized skin, grease) to enhance the surface finishes obtaining a consistent original metal color to increase part’s aesthetic values.
GREFEE provides sandblasting service,And it was done very quickly,You can contact GREFEE.
The burrs cleaning and sandblasting clean burrs, make the surface of the parts complete, improve the quality of parts, and eliminate the risks from burrs. Moreover, sandblasting can make a small angle at the jointing area of two surfaces to increase the part’s aesthetic value.
Improves the mechanical performance of parts. After sandblasting, there is a uniform and fine uneven surface on the part’s surface to store the lubricate oil, improve the lubricating conditions, reduce the noise, and extend the service life.
The gloss effect is specifically for some parts used for specific purposes. Sandblasting can achieve a different reflective or matte effect, such as stainless steel parts, grinding of plastic rubber, polishing of jade ware, surface matte of wooden furniture, patterns on the matte-effect glass surface, texturing of the cloth surface, etc.
Pretreatment stage
The pretreatment stage of sandblasting refers to the treatment that the part’s surface needs before spray painting and electroplating.
The sandblasting quality affects the adhesive force, appearance, moisture, and corrosion resistance of the coating. Poor pretreatment will lead to the erode spreading under the coating to make it peel. Compared to the quality of different coatings by long-term exposure to sunlight, the service life of surfaces that received careful treatment and cleaning is 4-5 times longer. There are many ways to clean the surface, whereas the most acceptable methods are: Solvent cleaning, pickling, hand tools, and power tools.
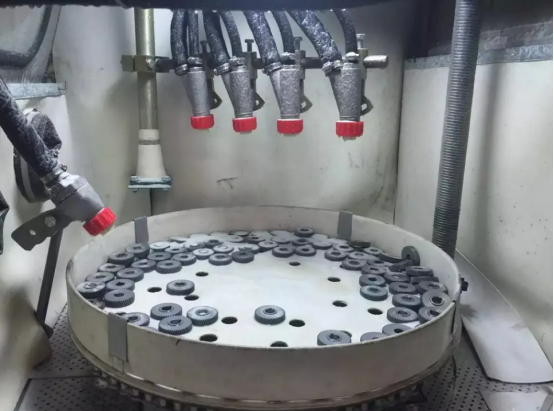
Sandblasting is the best-used product for the application of abrasive jets. There are two types of sandblasting machines dry sandblasting machines and wet sandblasting machines. The dry sandblasting machines can be divided into two types, which are sanction and pressure blasting.
The abrasive materials used in dry blasting are Steel sand, alumina, quartz sand, silicon carbide, etc. Dry blasting machines contain mechanical blasting and air pressure blasting. The abrasive meatier in wet blasting is different from dry blasting, which can mix the abrasives with water into the mortar. Usually, abrasive material accounts for 20% – 35% (volume ratio). Continual stirring can effectively prevent the mortar from being precipitated. To prevent the steel parts from being eroded, the water must contain corrosion inhibitors, like sodium nitrate. Besides, dry the sand thoroughly before using it again.
Application of sandblasting
Sandblasting is widely used industrially, such as mechanics, automotive parts, metal shells, glass, hardware, electronic products, etc. Besides some precise parts and parts with specific requirements, ordinary parts are enough for many applications. The sandblasting treatment is applied in the paint’s surface preparation, electroplating, oxidization, and phosphatizing. The sand in sandblasting is quartz sand. The size and the air force are influenced by the material and parts’ properties. As shown in Table 2.6, parts after sandblasting should receive surface treatment in time. If not, protects the parts with a temporary protective measurement, such as staying in the Steel carbonate or sodium nitrite solution. What’s more, Parts that need hard chromium plating also need sandblasting. blasting is also applicable to electroplated milky white chromium. Since parts are electroplated after blasting, the bonding force of electroplating layers and matrixes rises.
The qualified blasting effect comes with dry sand and dry matrix material surface. The pressure of the pressed air has a direct relation to sandblasting. For soft material or thin-wall parts, the compressed air pressure should be lower, whereas, for other materials, the pressure should not also be below to ensure the ability and effect of blasting and preventing the abrasive material from being damaged.
Table 2.6 relationship between sand blasting particle size, pressure and parts
| Part features | Air pressure/Mpa | Sand size/mm |
| Large-scale parts > 3mm thickness | 0.30-0.5 | 2.5-3.5 |
| medium size parts < 3mm thickness | 0.2-0.4 | 1-2 |
| Small-scale, thick wall & yellow metal parts | 0.15-0.25 | 0.5-1 |
| plates & aluminum parts < 1mm thickness | 0.1-0.15 | ≤0.5 |
Casting industry: blasting not only can strengthen the castings but also have other functions. since the sandblasting machine can deal with the castings, burrs, and sand treatments, it is widely used in the metal casting industry.
Hardware industry: stainless steel products, containers, aluminum material, and the related products, copper products, belt rings, automotive metal shells, watch industry, and other strengthened wire drawing of the workpiece;
Electronic industry: surface blasting treatment and plate sanding and wire drawing treatments for precision instrument parts.
Building material industry: plastic rubber, glass, porcelain, and other industries. Take glass as an example. Some matte glass has different patterns, which is the beatifying effect after the blasting effect.
Other than that, there is shot blasting, similar to sandblasting. It replaces the abrasive shot peening with the steel peening and glass peening. Shot blasting can make parts generate compressive pressure without dust pollution containing silicon. This technology is mainly utilized to enhance fatigue strength and corrosion resistance of parts by stimulating the generation of compressive pressure. Besides, it is also used to correct distorted thin-wall parts, and replace the cold and hot forming processes for large-scale aluminum parts form processing, which avoids the residual stress on the surface and produces positive compressive pressure. However, the working temperature of parts after shot blasting should not be too high, or the compressive stress will be eliminated.
Operation procedures of sand blasting surface treatment:
[cleaning、degreasing]→sandblasting→[rust prevention]→[other treatments]
1. Check the operation conditions, such as the nozzles, lightning, draught, compressed air, and sand leakage. If there are the above circumstances, it needs to repair in time for the following jobs.
2. Check whether the line list is complied with the parts to avoid mistakes. Count the number of parts. If there is a lack of parts, the operator should report immediately for finding.
3. Processing careful inspection for parts, such as bumping, collision, cracking, and other defects. After receiving the approval of the related staff, we can process the sandblasting.
4. Inspect whether the parts have any need for protection. If there is, pre-protective measures are needed.
5. Wear protective articles, such as masks, rubber gloves, work clothes, work hats, etc
6. Inspects the air equipment pressure before sand blasting. The provided compressed air pressure is from 3 ~ 5 atmospheric pressure.
7. Opens the headlamp and then opens the compressed air valve. Empty the nozzle for 2 ~ 5 minutes to empty the water in pipes to prevent the sand from being moisturized, then shut down the compressed air valve and insert the sand conveying pipe into the sand.
8. Send the parts into the work chamber and close the door.
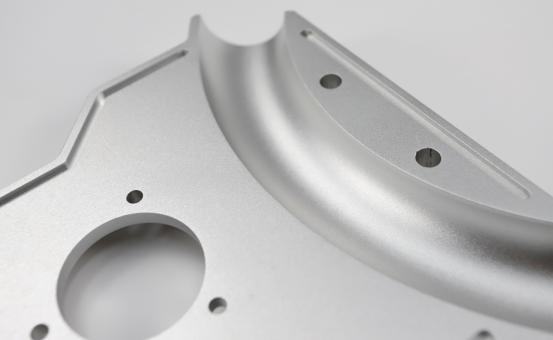
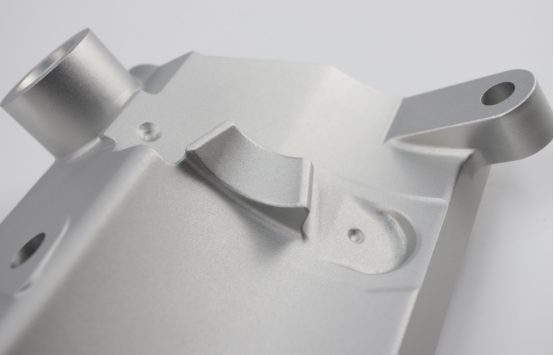
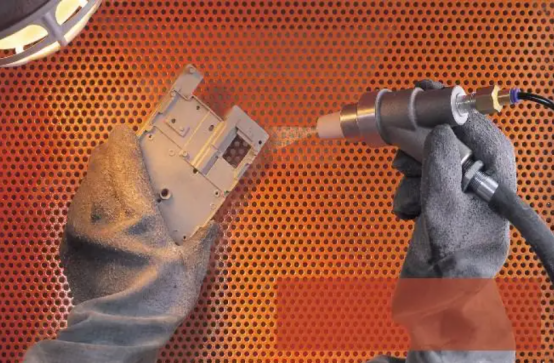
9. Initiates the ventilation equipment and opens the compressed air valve to begin the sandblasting. During sandblasting, the nozzles should be inclined at 30-40 degrees; evenly rotates and flips the parts and move the parts or nozzles back and forth slowly to make the surface of the parts being sprayed uniformly till the surface is silver-grey overall. (for small parts, flip and rotate parts till the sandblasting effect meet the standards).
10. Parts with accuracy and cleanliness needs are not allowed for sand blasting locally till after the protection.
11. After finished each batch of parts, we should shut down the compressed air valve immediately and take the parts out.
12. Once parts after sandblasting, transfer to the next process and process the anti-rust process. However, without matte chrome plated parts, electroplating treatment should be carried out immediately after sandblasting is qualified.
13. As long as sand blasted and roughened iron castings, parts should be handed to the machining workshops without anti-rust treatment.
14. Sandblasting is carried out in a sepcific sandblasting machine. New sand used by sandblasting machines should be dry and remove the impurities in the sand, then the sand can be used.
15. Sand blasting uses the particle size of silica sand is 0.5 ~ 1mm (number 20-40). Compressed air pressure is 0.3 ~ 0.66 Mpa (2-6kg/cm2).
16. Precise parts, measuring tools, cutting tools, or parts with low hardness adopt low pressure and increase the distance between the nozzles and parts appropriately for the quality guarantee. Ordinary parts or parts with high stiffness should adopt high air pressure and appropriate distance.
17. The nozzle should be inclined 30 ° ~ 40 ° to spray parts, and should not spray vertically.
18. Rotate and move the nozzles and parts to make the surface being sprayed uniformly into silver grey, but should avoid long spraying time and cause parts damaged due to high pressure.
19. The standards on parts specified that apply pre-protective measurements on non-sand blasting area.
20. When blasting the spring collect, the operator should inspect whether the holes are blocked with sand. Sandblasting is not allowed in the chunk of holes less than 1mm.
21. In the process of sand blasting, if found cracks, bumps, and other quality issues, and report to the superior for timely handling.
22. To avoid damages, Operators must wear protective articles during operation.
Pre-control
Inspect carefully, remove the welding slags and spatter, and other adhesive items and clean the surface grease and soluble dirt. Useless welding bodies or connections should also be properly handled.
Sand used for removing rust in sandblasting is required to be hard, angular, and dry (water content < 2%), without mud and other impurities. Quartz sand and emery are suitable and the sand particle size should be 0.5 ~ 1.5mm. the sand should be dry before screening and stored in a shed and indoors. The size of the cribriform is 40-48holes/cm2 (Particle size 1.2mm), fine screen 372 ~ 476 holes / cm2 (particle size 0.3mm).
Tool control
When operating sand blasting, air pressure of air compressor is 6.0×105~6.5×105Pa, barometric amplitude is 0.5×105~1.0×105Pa.
process control
Compressed air used in sandblasting must be dealt with cooling devices and oil-water separators to ensure dry and oil-free. The oil-water separator must be cleaned regularly. The distance between the nozzles and matrix steel material should be 100~300mm. Before sandblasting, non-sandblasting parts should be shielded and protected. The angle between the spraying direction and the normal of the base steel surface should be 15 ° ~ 30 °. If re-blasting is required, the abrasive material requirements must be of a high standard in case of lowering the roughness. The nozzles should not remain in one place for long in sandblasting. For areas that spray gun cannot reach, ought to remove rust manually and with tools.
Quality control
After sandblasting is finished, the operator should inspect the de-rusting part comprehensively. Next, check the cleanliness and roughness of the matrix steel surface. The operator should focus on the parts that are not easy to spray. Requirements for manual or power tool rust removal can be reduced appropriately. Do not touch with hands. Sandblasting should be processed under the scattered sunlight or under artificial lighting conditions with equivalent illuminance to avoid miss-inspection. After sandblasting and rust removal, the surface cleanliness of the metal structure should be Sa21/2, and the metal structure’s surface roughness should be Ry60~100μm. According to the technical requirements, take the corresponding roughness sample for comparison.
Common:
1.Why some parts surface are dark grey and some are silver grey after sandblasting?
This is related to stiffness. The higher the stiffness, the shallower the pit after sandblasting. In this situation, the color of the part is silver grey. By contrast, the color is dark grey. Based on practice, when the stiffness is higher than 55HRC, the color is silver grey. When it is lower than 55HRC, the color will transfer to dark grey, and that is due to the different effects on the refraction of light with the depth difference of pits.
2.What is the strengthening mechanism of sand blasting and shot blasting
After the sand particles impact the part’s surface, the impacted area will be extruded and tend to stretch. However, due to the limits of surroundings, there are two outcomes. The first is the compressive stress, and the second is the pit. The pit surrounding protrudes due to the extrusion. Some pits will be squeezed inward when the sand particles impact the protruding areas. The pits generate new compressive stress against the squeezing. This circle causes work hardening on the surface, which is strengthening. With the action of both strengthening and compressive press, the fatigue life increases.
3. why sandblasting is not applicable to correct the curvature of slender parts and the unevenness of sheet parts?
When the sand particle impacts the concave surface of bending parts to generate pits in different content. The material in pits is stretched due to the extrusion. Thus, the concave surface is raised gradually so that the bending deformation is straightened. Thin wall correction also applies this principle.
GREFEE has rich experience in the post-treatment of sand busting, such as sandblasting and oxidation of automotive parts, mechanical parts, and hand board parts. GREFEE provided Bosch with auto parts processing services for many years. Contact us to start a new project.You can also view other surface treatment services of GREEFEE


Try GREFEE now,for free
We keep your uploaded files confidential and secure.