Common welding methods of stainless steel round pipe

Posted on : June 22, 2022 By GREFEE

With the automotive industry being more sophisticated, welding has been an indispensable technique for processing many key parts and accessories. Round types account for a large number of them. As the material improves, the application of the stainless steel pipes expands. Suppliers need parts to produce this type of parts are required to meet the needs of lighter weight, corrosion resistance, and high strength. Besides, the space limitations of the body stress the importance of formability. Typical applications include the exhaust pipes, fuel pipe, fuel injection nozzle, and other components.
When producing the stainless steel pipes, the flat steel strip is first formed, and then its shape is made into a circular tube. Once it is formed, the weld seam must be welded together. This weld seam affects the formability of parts to a large extent. Thus, to obtain a qualified welding contour that meets the industrial standards, correct welding technology is essential. So, gas tungsten arc welding (GTAW), high frequency (HF) welding, and laser welding have been used in producing stainless steel tubes.
High frequency induction welding
In high-frequency contact welding and high-frequency induction welding, the equipment provides the electric current and extrusion pressure are independent. Besides, two methods can use the magnetic bar, which is a soft magnetic element placed inside the pipes, aiming to help the weld flow converges at the edge of the steel strip.
Under these two situations, the steel belt is transited to the welding point after cutting, cleaning, and rolling. Apart from that, in heating and squeezing, a great force is exerted on the extrusion pulley to prevent holes from generating in the welding areas. Higher extrusion force will lead to the increase of the burrs (or beads).
Thus, special designed tools are needed to clean the burrs inside and outside the pipes.
One of the advantages of the high-frequency welding process is that it can process the high-speed processing to pipes. However, the typical situation in most solid-phase forging is that it is not feasible to conduct a test for high frequency welded joints if traditional non-destructive technology (NDT) is used. Welding cracks may appear in the flat and thin areas of low strength joints, and those defects often can not be detected by traditional methods. So, it may lack reliability in some automotive applications with high demands.
Gas tungsten arc welding (GTAW)
Traditionally, the manufacturers select GTAW because it generates arc welding between two non-expendable tungsten electrodes. Meanwhile, introducing the inert protective gas from the spray gun to the shield electrode generates ionized plasma flow to protect the molten weld pool. Currently, this technology can finish high-quality welding repeatedly.
This technology is acknowledged for its repeatability. Moreover, it eliminates the porosity and no splashes during the welding process. GTAW is deemed as an electric conductivity process. Thus, it is slower compared to the welding process.
High frequency arc pulse
In recent years, GTAW welding power allowed the arc pulse to exceed 10,000Hz. Customers from the steel pipes are benefited from this new technology. A high-frequency arc pulse causes the pressure of the downward arc increases to five-time the traditional GTAW. The new features it has include higher blasting strength, welding speed, and less waste. Meanwhile, this technique minimizes the shape of parts that it produces. Moreover, the welding speed will also be slower.
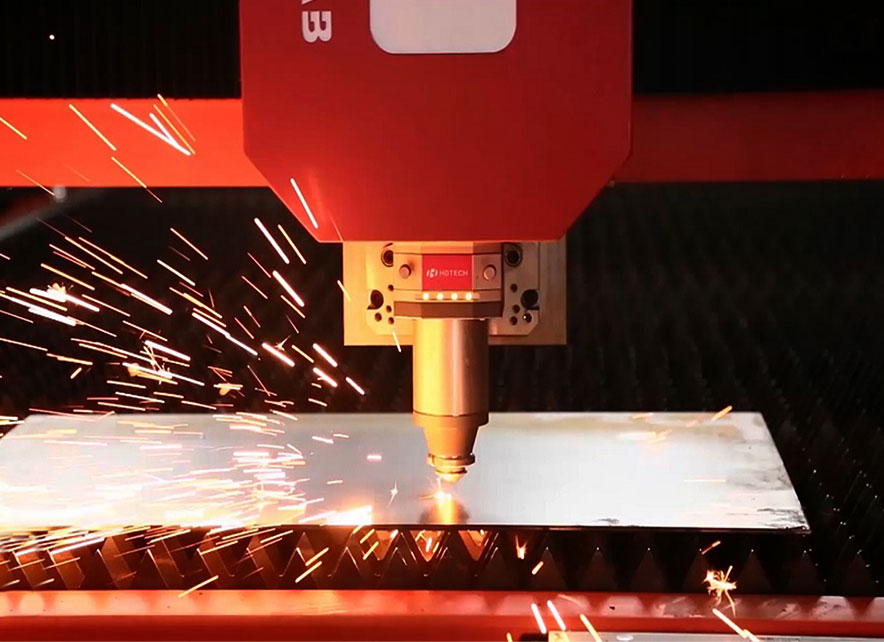
Laser welding
In all the steel pipe welding applications, the margin of the steel belt is molten. When using the clamping bracket to squeeze the margin of steel pipes together, the margin is solidified. However, the specific property of laser welding is its high energy beam density. The beam not only melts the surface layer of the material but also produces an empty hole. So, the weld appearance is narrow.
When the power density is less than 1 mw/cm2, like the GTAW, it cannot produce sufficient energy density for the formation of empty holes. So, the welding appearance made from non-empty hole processing is wide and shallow. The high accuracy of laser welding makes the higher efficiency penetration. This reduces the growth of grains and higher metallographic quality. On the other hand, the higher thermal energy input of GTAW and slow cooling process lead to the rough welding structure. People deem that laser welding is more efficient than GTAW due to their same scrapping rate. The former brings better metallographic properties. So, higher blasting strength and formability are available at the same time. Compared to high-frequency welding, the laser processing material does not oxidize, leading to a lower scrapping rate but high formability.
Influence of spot size
In stainless steel welding, the welding depth is determined by the thickness of the steel pipes. It aims to reduce the welding width to enhance the formability and achieve higher speed. When selecting the most suitable laser, factors that need to consider include beam quality and accuracy of the pipe mill. Besides, the limitation of the little spots is also a priority in consideration.
There are many issues with the specific size of steel pipes welding. However, the primary factor affecting the welding is the weld seam. Once the steel strip is formed and ready to be welded, some issues will occur, including steel strip gap, server/slight welding dislocation, and change of weld centerline. The seam determines how much material is needed to form the weld pool. Too much pressure will lead to the material on top of the steel or bore being overfilled. On the other hand, server or light welding dislocation will lead to poor welding appearance.
Besides, after the welding, the steel pipes will be further modified, which includes the size and shape adjustment. On the other hand, extra work will ease some server or light welding defects but cannot clean all of them completely. Indeed, defects-free is the goal. The rule is that welding defects should not exceed 5% of the material thickness. Otherwise, they will affect the strength of the welding products.
Finally, the welding midline is essential for high-quality stainless steel pipe production. With the automotive industry paying more attention to formability, what is related to this is the need for a smaller heat-affected zone (HZA) and the reduction in weld profile. Conversely, this promotes the development of laser technology, which improves the beam quality and reduces the spot size. With the size of spots being smaller and smaller, the midline accuracy should not be neglected. Generally, steel pipe manufacturers will minimize this tolerance as far as possible, but it is hard to achieve a deviation of 0.2mm(0.008inch) actually. This needs the help of the weld seam tracking system. The most general two tracking technology is the mechanical scan and laser scan. On one hand, the mechanic system uses the probe to contact the upstream weld pool joint. The systems might be dirty, worn, and vibrate. The accuracy of these systems is 0.25mm(0.01inch), which is not accurate enough for the laser welding of the high-quality beam.
On the other hand, the laser welding seam tracking can obtain all the required accuracy. Typically, the laser light or the laser spot is projected on the weld surface. The picture obtained will be sent to the CMOS camera. This camera confirms the welding seam, wrong location, and gap location through the calculation.
Although the image-taking speed is critical, it needs to move the laser focus on the weld seam in closed-loop control. The laser welding seam tractor must include a controller that is quick enough to be able to accurately compile the position of the weld. Thus, the accuracy of both the welding seam tracking and the response time is essential.
In general, the welding seam tracing technique has been fully developed, which allows the manufacturers to utilize more high-quality beams to produce more stainless pipes with better formability.
Thus, laser welding finds a use for it, which is for lowering the porosity of welding and minimizing the shapes. Meanwhile, it also maintains or increases the welding speed. The laser system, such as the diffusion cooled slab laser, has improved the beam quality to lower the welding width and enhance the formability. By doing so, the success of the welding progress of the stainless steel manufacturers depends on the integration of individual technologies.




Try GREFEE now,for free
We keep your uploaded files confidential and secure.