Key points analysis and defects management of Die Casting Technology for Automobile Aluminum alloy lower cylinder block

Posted on :Aug 19 , 2022 By GREFEE
To achieve light weight vehicle, aluminum alloy material has been widely used in the automotive industry. The number of car parts made from die casting technology has been increasing. As the core part of automotive, a large proportion of material of the engine cylinder is aluminum alloy and casted iron. Aluminum alloy die casting cylinder has been widely acknowledged by the automotive companies from Japan, Korea, Europe and America.
In the field of cylinder block manufacturing, the advantages of the ordinary sand cast iron cylinder block include simple process, low cost, good rigidity and heat resistance. While the disadvantage of it is that the heavy weight. If the crankshaft below the cylinder block and the cylinder liner above are divided into two parts, in which the aluminum alloy is below and cast iron stays above, it butter both sides of the bread, which not only reduces the weight of the cylinder block, but also remains the advantages of the cast iron cylinder block.
The lower cylinder block which is the crankshaft at the lower part of the engine after being divided into two parts. Since the lower cylinder block is a thick wall part with large wall thickness difference, it is hard to die cast. In China, a lower cylinder block die-casting technology has been developed for a 1.5T engine, which turns out very successful.
1. Difficulties in die casting of aluminum alloy lower cylinder block
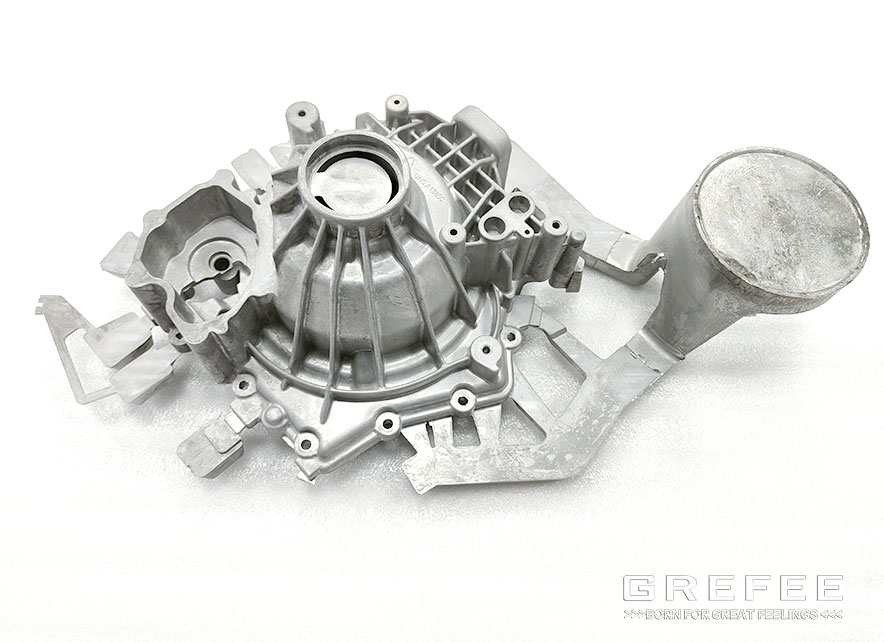
The weight of the aluminum alloy lower cylinder block casting is 8.4kg with the outline dimension of 382mm×258mm×67mm. The quality of die casting is 11.1kg, which is made of A380. The average wall thickness is 7.2mm. As the lower cylinder is connected with the crankshaft, a cast iron insert is required at the bottom.
The die casting process of the lower cylinder block is complex, of which the difficulties mainly include the following points:
First, five cast iron inserts are needed to be inserted into the casted parts, and the cast iron inserts are perfectly engraved on the aluminum alloy castings without separation.
Second, the thinnest part of the wall thickness of the lower cylinder block casting is 2mm, and the thickest part is up to 24mm. The distribution is uneven.
Third, due to the big difference of the wall thickness of both sides of insert parts, it affects flow of the aluminum alloy liquid significantly and it also tests the feeding capacity.
Fourth, porosity, shrinkage, cracklings, loosen and other defects are more likely occur to the aluminum alloy castings, so the quality control is difficult to achieve.
2. key points of die casting technology for aluminum alloy lower cylinder. Based on test analysis, the main points of the die casting technology of the lower cylinder include the followings.
First, a scientifically designed pouring system of the die casting of the cylinder block is important. The insert is placed in the middle of the lower cylinder block at the thin wall, and the upper and lower parts are thick. Therefore, one side pouring is selected as the aluminum liquid can enter from the bottom and reach the top after flowing through the middle insert.
Second, the vacuum die casting of tooth shaped quench exhaust block is adopted. The combination of the tooth type quench exhaust block and vacuum machine can improve the liquidity due to the thinned walls on both sides to ensure the quality of the castings.
Third, to improve the wetting rates of aluminum alloy liquid and cast iron insert, preheat the inserts so that the molded iron castings will not be separated from the aluminum alloys and the flow performance of the aluminum liquid.
Based on experiments, the internal structure of the lower cylinder is dense and the outer appearance is great. During the die casting process of the lower cylinder, the scientific processing coefficient is the guarantee of the high quality lower cylinder. The following processing coefficient is the determined factors of casting molding.
First, temperature of die casting.
During the process of die casting, the temperature of liquid aluminum should be well controlled because higher or lower temperature affects the effect of casting. Higher temperature will lead to porosity or loosen. Lower temperature will lead to poor filling. Generally, the appropriate temperature range of liquid alloy should be within 650——665℃, while the temperature range of molds after painting should be within 150——200℃.
Second, temperature of inserts.
When the temperature of inserts is within 120——140℃, the liquid alloy will be overflowed to one side of the groove, which is beneficial for the improvement of internal quality.
Third, injection speed of die casting & pressure
The fast and slow injection speed should be controlled at around 4m/s and 0.22m/s, and the pressure should be controlled at around 70MPa.
Fourth, quality of aluminum liquid
As the basic material of casting, the quality of castings depends on the quality of liquid aluminum. Therefore, the quality of liquid aluminum alloy should be ensured that have received the refining degassing treatment to avoid the pollution.
3. Die casting defects of aluminum alloy lower cylinder block and management
After the molding of castings, the X-ray test should be carried out to the castings. Some defects may be detected, such as the shrinkage hole, air hole, shrinkage porosity, etc. to improve defects and quality, some managements are put forward:
First, improve the structure of overflow grooves. The overflow grooves can eliminate the gas inside the cavity, store the mixing gases, transfer the porosity/shrinkage parts. After repeated trial and study, we found that the extension and addition of overflow tank will improve defects like porosity and shrinkage. As the shrinkage is quite common in the castings, if the overflow is placed on the large surface, the filling pressure will be affected, and thus the vertical overflow is often used.
Second, modification of cooling system. The shrinkage of castings often appear on the locations with high local temperature or excessive wall thickness. After research, we found that the temperature of places with large wall thickness on both sides is high, and it is easily lead to shrinkage. As the initial selection of the minimum diameter of spot cooling pipe is 12mm, which cannot effectively cool the above positions. Therefore, we modified the structure of cooling pipes, which utilizes the high pressure cooling equipments and stainless steel cooling pipes with 4mm inner diameter. We cooled the mold core at the middle of both sides of the casting to about 180 ℃, which largely improves the situations of shrinkage and quality of castings.
Third, improving the separation of inserts
In terms of the separation between the inserts and aluminum alloy castings, we adopted the following management. First. Cleaning the inserts with diluent to raise its wetness. Second, the embedded parts should be subject to positioning hole inspection and appearance inspection. Using the steel wires to remove the spots on the inserts. Third, carry out the preheat test to inserts. The result of research shows that the separation phenomenon of inserts can be effectively managed when the temperature is higher than 120 ℃.
MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?

Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.