How to Maintain the Zinc Alloy Die Casting Molds?

Posted on : April 29, 2022 By GREFEE
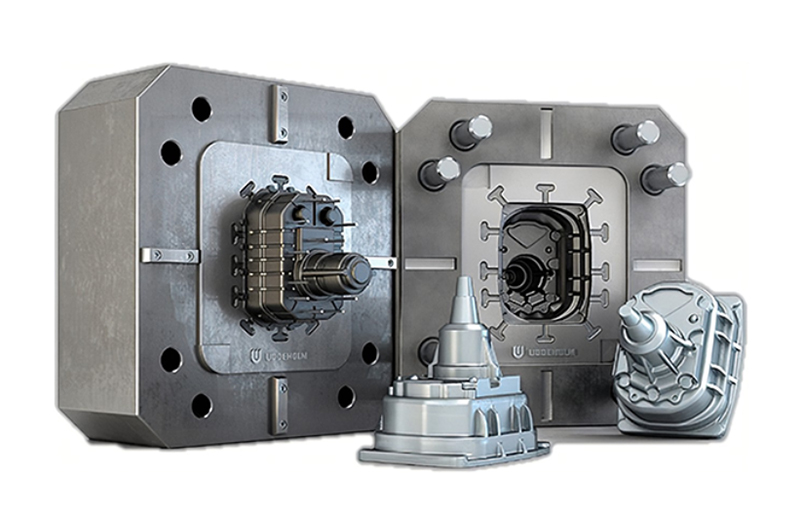
The zinc alloy die casting mold is one of the three indispensable elements of zinc alloy die casting production, which directly affects their service life, production rates, quality, and costs. For die casting factories, to ensure production rates, the maintenance of the molds is essential, not only because of their stable product quality but also the high production rate due to the low cost.Many zinc alloy die casting parts manufacturers do not know how to maintain the mold.
First: establish the die casting zinc alloy die casting mold files to be prepared
(1) Establishes a complete using record for each die casting mold when designed, which is essential for future maintenance. So, each record should be clear and detailed, including the production modulus daily.
(2)As a manager of the die casting molds, the structural accessories of each part of die casting molds must be recorded clearly since the molds arrived. Besides, we should also list the damaged parts inside the molds according to the needs and prepare the accessories, such as the ejector rod, core, etc. Establishes the lowest storage of the damageable spare parts so that it will not delay the production due to insufficient preparation. Be better prepared because it happens often in companies. A delayed production due to inadequate preparation will lead to a loss for the makers, like time, labor, and electricity for holding furnace (or liquefied gas). Moreover, it delays the lead time.
(3)When making record cards for the die casting molds, each mold should have a separate and permanent mark on for a easy distinguish. This will effectively reduces the risks of misusing the molds.
(4)The die casting molds with oil cylinder core puller should apply a quick change connector. Otherwise, it leads to huge oil waste. This largely shortens the time on the operations of the zinc alloy die casting molds, which is quite efficient and cost-effective. High-quality connectors are essential or vice versa.
(5) Establishes the mold management rules earlier and provides staff training. It is important to ensure everybody follows the rules.
Considerations of die casting molds in the production process
When it comes to the maintenance of die casting molds, a concept might flood into many die casting operators’ minds. The maintenance of molds is the job of mold repairmen rather than theirs. As a matter of fact, it is totally untrue. The service life of die casting molds is directly related to the operators. This is the same thing as you cannot boil your broken car down to the men who washed the car for you.
Considerations for using die casting molds:
(1). use of die casting cooling system. The service life of die casting molds extends with using the cooling water correctly, improving the production efficiency. In real production, we usually ignore its importance of it. Operators usually do not connect cooling water pipes for convenience. Some companies even cut off the cooling water part to save the cost, which leads to a serious outcome.
(2). The martial of die casting molds are made from appropriate mold steel through different treatments. The best mold steel also has a limit, such as a temperature. When using the die casting molds, if the mold temperature is too high, it is easy to cause crazing on the surface of the core. Some molds will have this issue even with less than 2000 mold times. The core color even changed due to the high temperature, which could be over 400 degrees. Molds are easily have crazing under this temperature, plus the action of a mold release agent. It could also lead to issues like deformation, strain, sticking, etc.
(3). Cooling water can largely reduce the use times of the mold release agent, so the operators will not lower the mold temperature through the mold release agent. It is beneficial to extend the service life, shorten the zinc alloy casting cycle, improve the quality of products, and reduce sticking and strain. Moreover, it also minimizes the damage to the ejector rods and cores due to the overheated mold temperature.
(4). before production, the die casting molds must be pre-heated to prevent the occurrence of crazing due to the contact between cold molds and hot liquid metal. Complex molds can use a blowtorch, liquefied gas, and mold temperature machine in good conditions. Simple structure molds can use slow injection to pre-heat.
(5). The cleaning of the parting surface of die casting molds is troublesome and is easy to be neglected. If with higher requirements, we can open another mold, which simplifies the work significantly. If the mold is unqualified, flashes or grease can be found on the parting surface. Operators should clean these places regularly. The operating room should be equipped with a blade. If the flashes are not removed immediately, the parting surface is likely to collapse, causing the material to spill. Once this happens, even the best mold repairman cannot fix it completely, which is not due to their ability.
(6). Consequences result from the spilling material raise the cost of zinc alloy die casting, waste a large amount of material, and affect the quality, especially the interior quality. Apart from that, the machining coefficient will be harder to confirm, so the pass rates will be lower. Considering safety, it increases the possibilities of working injuries. In the handover, operators should clean the parting surface with coal oil. Doing so prevents molds from being extruded and opens up the venting grooves blocked by the dust and mold release agent residual. This helps void the air and improves the quality. Cleaning the parting surface two times a day and per staff should follow the rules.
(7). if the molds are equipped with neutron control, it is forbidden to allow the joint of the signal wires of die casting machines and molds. The reason is simple. In daily production, it is difficult to prevent the water from contacting the signal line. The joint is wrapped and is easy to be broken, resulting in a short circuit with the machine tool. Once the signal is mistaken, the machine will call the place and stop working automatically, and this wastes much time. Besides, it will lead to the signal being disordered and break the molds, causing unnecessary loss. The switch of the stroke needs to be careful about the water.
(8). during each handover, the staff should check everything carefully according to the “spot inspection form of molds” of GREFEE. The problems need to be solved in time to prevent unnecessary troubles.
The function of mold repairing is presented in the maintenance of the molds. Tasks of one batch for a set of die casting molds are finished, a thorough inspection should practice after the molds are unloaded, such as how many mold times are produced so far and what faults have happened. We need to check the tailpieces to know the status of the die casting molds to see if the molds are safe to use and do we need to report to the workshops according to the yield. This must be according to the mold files.
(1). In the maintenance, it must follow one principle and not allow to change in the size of the molds without permission. Following this, once the dimension is changed, it would result in accidents and a huge loss.
(2). ensure the maintenance job is done regularly according to the “Management Regulations for Mold repair and Maintenance” of GREFEE. During the process, the mold repairmen do not have the necessary knowledge about the tools at their disposal, such as using the rough oil stones in the polishing process or installing a flap disc on the polishing machine to polish the core, which leads to deep scratches on the core surface and damages the core surface nitriding layer. After all, the mold cannot be used next time, for the mold either gets strained or sticks. Besides this, this is a common issue during production.
(3). the damageable parts, like the ejector rod and core, should be inspected thoroughly about whether there is bending, cracks, etc. If it’s not changed in time, the core will be broken after a long time. A top reason is that the mold is not being inspected regularly, so one cannot detect the issues in time, causing labor waste and time waste.
(4). one thing that should know about polishing is to polish the places with carbon deposits and material deposits. Minimizes the wear to die casting molds as much as possible due to the polishing.
(5). For all movable parts and bonding parts on molds, the screws should do lubricate and anti-rust treatments.
(6). the mold administrators should monitor the maintenance conditions and other details to record in time for checking.
(7). The maintenance of molds should be consistent in accounts, drawings, and files. The molds cannot be disassembled for storage to prevent the parts from being lost. The long-term unused molds should do anti-rust treatments. New molds should receive stress-relief treatment within the specified period to extend their service life.
The maintenance of mold is simple but hard to practice, and each staff should follow the rules and practice delicately.
MORE BOLG




Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.