Basic Principles for the Die Casting Projects

Posted on : June 6, 2022 By GREFEE

The die casting technique is widely used in each industry, such as electronic device shells, communication shells, communication cooling parts, automobile steering parts, engine shells, chassis, etc. With social development, quality requirements for the castings increases, too. How to ensure quality qualified castings? Stability is a scientific and systematic management process. Based on GREFEE’s many years of experience, practice following the below steps will ensure stable product quality and a punctuated project process.
Influence of consistency of casting blanks datum to machining accuracy
With the rapid development of the die casting industry, people have begun to understand the die casting tools deeply from practice. The cold and hot processing technology and quality standards are complete, making the operators have a deeper understanding of the importance of datums.
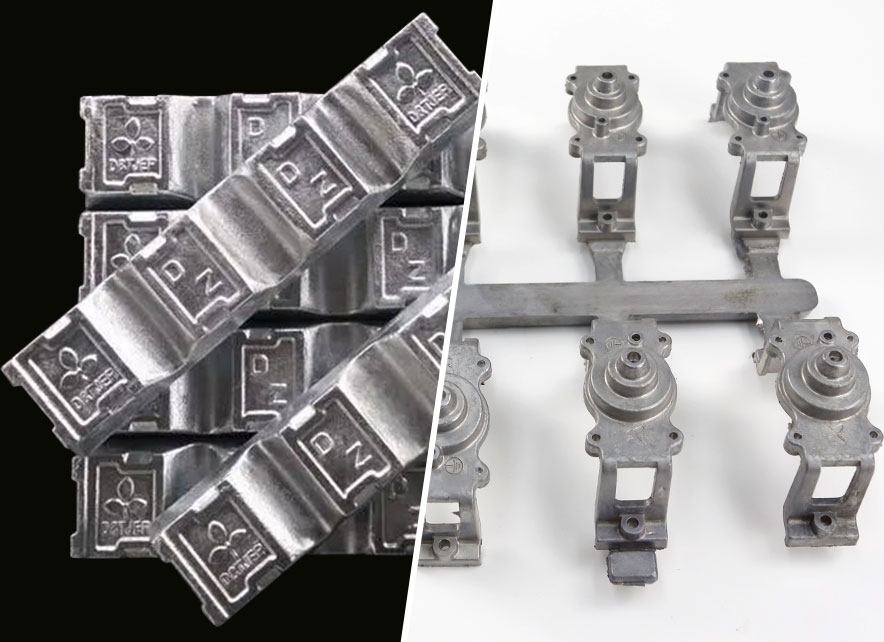
1. Blank drawing of castings and confirmation signature
In the preparation of casting production, according to the practical drawing of product parts, the engineer will finish the drawing and the signature. The design quality for the casting-blank drawing needs to be exemplified scientifically and clearly on the drawing. Factors like the die casting process plan, quality and technology requirements, position, dimension tolerance, machining allowance, die casting draft angle, parting position, mold ejection position, and important size datum position, are all vital for the product’s process positioning and clamping, affecting the machining quality and accuracy. The casting drawing is the standard guideline for the whole die casing production procedures and the evidence for die casting mold design and cleaning plus machining fixture design.
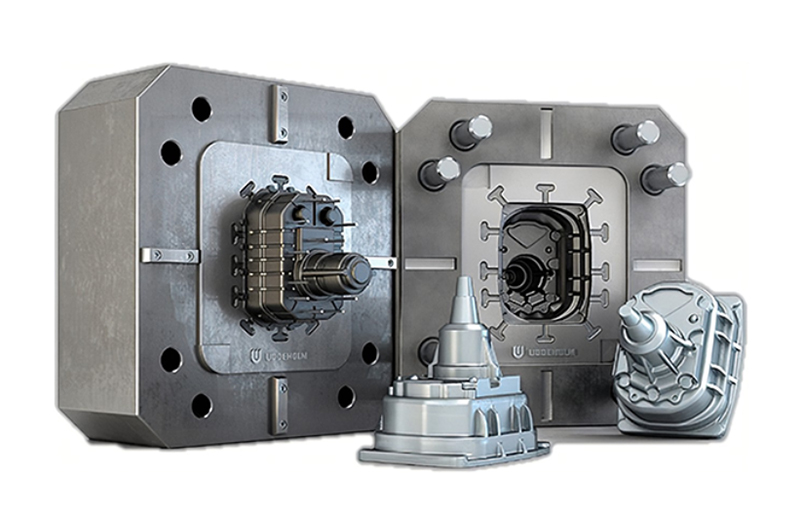
2. Guarantee of the die casting mold size
The mold design is based on the drawing of casting, which should be controlled strictly. The datum plane should be free of mold releasing obliquity. The datum design should be on one side of the parting surface of the mold as far as possible. The critical size should not be designed on the mold-forming moveable slides. Castings separated from the mold require a smooth forming. The temperature controller must promise the cold and heat balance. All these aim to prevent the castings from being deformed due to high stress. For one mold multi-cav design, marked separately for the convenience of machining.
3. Benchmark verification of casting processing
Die casting processing procedures are the final test for the datum of the blank processing and machining allowance. Strictly follow the die casting drawing to ensure a stable dimension because this plays an important role in the die casting mold size forming and trail test of the blank. Machining fixture forming also needs a unified datum. By only doing so, mass production is ensured to produce casings with qualified machining accuracy.
Obtaining qualified blank parts in production must rely on the unified datum and rationale confirmation. Random select datum will lay much pressure on processing and further cause incorrect position size, unequal machining allowance, high faulty rates, and high-cost loss. Therefore, the consistency between blank and processing datum is essential for the die casting process design. We must be highly aware of this.
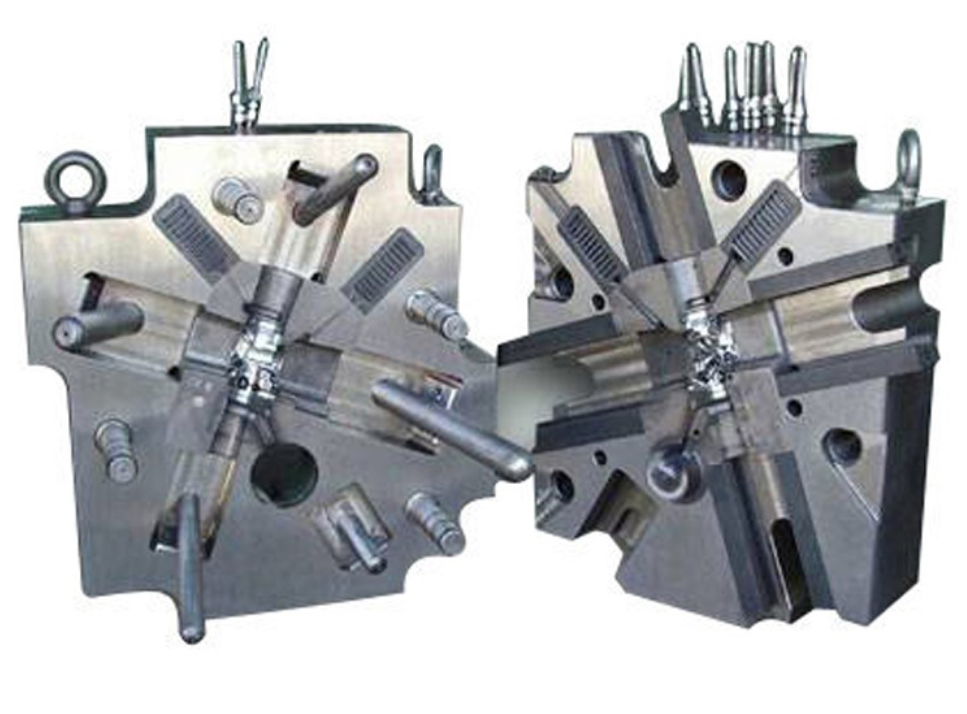
Feasible measures to extend the service life of die casting mold
As a piece of the necessary equipment in die casting production, die casting mold is vital for production and quality die casting. Since its poor working conditions, the mold cavities and sprue are flushed repeatedly by the high-pressure liquid metal under the high temperature. When the stiffness of the Gate surface mold gets low, the local place will have eroded pits. If its hardness and brittleness are high, and molds experienced serve thermal cycling, its internal stress will be higher. When the stress value exceeds the material strength limit, crazing will occur. The gate sleeves are an essential part of connecting the die casting chambers. Its inner hole surface of the inner sleeve bears the fierce impact from the punch under high pressure. Meanwhile, the high-temperature corrosion of liquid alloy leads to a big loss. The repairing and maintenance of these easily broken parts are the common issues in daily work.
The traditional mold repairing method is to process the surface strengthening welding with the tungsten electrode strengthened machine after detecting issues like cavity corrosion, crazing, local depression, etc. Due to the poor associativity, the shed surface of welding will become larger, and the corrosion pits of the sprue sleeve inner holes will, too. This leads to a high mold scrapping rate.
Brush electroplating works rely on the relative motion between the plating pen and the workpiece. Points on an electroplated surface in contact with the plating pen will generate discharge crystallization. The workpiece is negative, and the plating pen is positive. Anode coated with solution rubs on the surface of the workpiece to be plated. The metal ions in the solution will generate discharge crystallization when contacting the points on the anode. With the time being prolonged, the coating will be thicker. The electricity flow is often set between 300A /d㎡ to 600 A/d㎡. The types of plating solution increase as the content of the ions and the plating speed in the plating solution. It widens its application range, and plating solution properties are stable. Thus, when using brush electroplating, there is no need to alter it. The thicker the coating, the higher the bonding strength. Moreover, the uniformity is controllable, so no supplementary processing is needed.
To conclude, the brush electroplating technique is a feasible measure for erosion surface, crack, corrosion pit, and out of tolerance size. This method is also applicable for repairing other metal parts based on experiments.
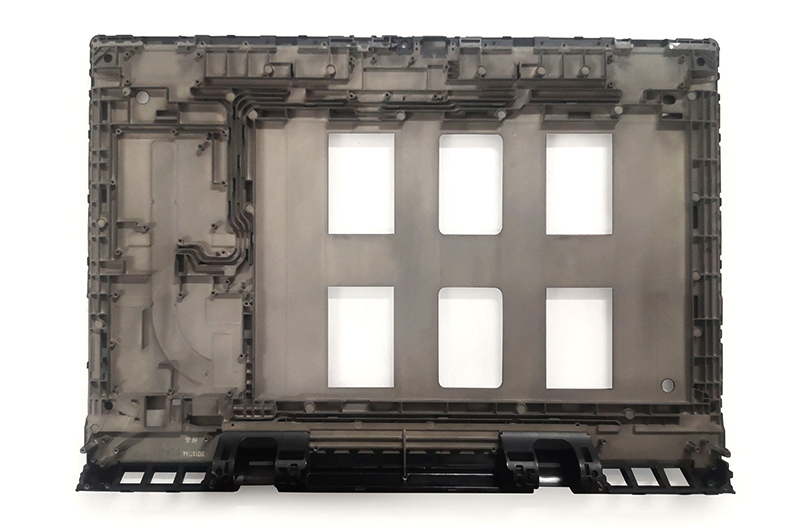
Process for dealing with peeling of die casting parts after shot blasting
Peeling occurs after the aluminum alloy casting parts are shot-blasted on the partial surface. This die casting defect is not evident after the surface treatment till after shot blasting. Due to this, the scrapping rate is higher, affecting production. For this phenomenon, the following processes are formulated:
1. Strictly control the quality of die casting aluminum alloy
Firstly, strictly manage the raw material returning. Molten raw material and return material must meet the standards for use after the examination. The returned material must be dry, grease-free, and oxide skin. It is added in promotion as specified. All the melting tools must be coated to prevent peeling. Cleaning the slags in the aluminum liquid regularly during the alloy melting process
2. Management of aluminum alloy liquid
The aluminum alloy must be centrally melted for refining, which maximumly removes the hydrogen and different impurities in aluminum alloy liquid. The whole process should not exceed 4 hours. The temperature of refined alloy should be within 700-720 degrees. The preparation of fusion tools, prefabrication, and mixing of modifiers must be in accord with the standards.
3. Reasonability of parameters in die casting
Characteristics of casting’ surface peeling:
( 1 ) The peeling range is farthest from the gate.
( 2) The peeling range has gloomy and loose surface.
( 3 ) Most castings are thin wall parts with complex geometries features.
Parameter adjustment in die casting:
If the process plan in the early stage and the mold pouring system are not rational, it will bring difficulties in determining the parameters in die casting. Once the adjustment fails, the design of the inner gate can be improved. The average thickness is related to the inlet speed and filling time. Increasing the pouring temperature, injection speed, and mold working temperature within the standard level helps the optimization of defects.
To conclude, castings that are easy to peel usually have a long and narrow runner, so it causes the energy loss to rise, as well as the temperature and pressure cannot be supplemented. When the mold working temperature is low, defects are more evident. So, mold working temperature is controllable so that the parameters can demonstrate its controlling effects. Meanwhile, the distribution and size of slag wells are also vital. In the low-volume trail production, casting quality should be inspected and adjusted after shot blasting.
4. Leakage issues solving in aluminum alloy die casting
After machining the threaded hole at the thick and hot spot of the aluminum alloy die casting, leakage is easy occur. For castings that have pressure requirements, the machining threaded hole is always a tough task. The use of extrusion tap processing is a feasible way. The cooling device cannot be designed around the threaded holes at the hot spot. When consistent die casting, the thick area is always under high temperature.
When casting crystalized, the liquid metal solidifies first in the thin-wall area around the thick area, which causes insufficient pressure on metal in thick areas. This leads to the contraction of free crystallization around the central area and other defects like shrinkage and porosity. Ordinary tapping processing will connect the large cavities of castings with the pressure leakage position of the threaded hole. In mass production, the reject rate is as high as 80%. After applying the chemical infiltration, the pass rate is only 50%. Besides, the chemical substance left inside the threaded holes is hard to remove, which leads to long working hours and high costs.
Typically, die casting engineers must consider feeding and mold optimizing first. However, the thermal knotholes at the forest end of the gate are located at the backside of the castings, so they cannot be adjusted. Some engineers extend the core of the threaded bottom hole to the maximum degree to strengthen the cooling and spray painting. The outcome is that this enhances the complexity of mold and fails to ensure the stability of quality, as well as mold repairing costs rise.
The surface area of the bottom holes blank is not dense, so it applies excursion tap machining with evident effect. This is based on the plasticity deformation of aluminum alloy theories. With the combined action of the deformation force and tap friction of the internal surface of the threaded holes, the compact layer with refined grains was re-distributed to meet the machining standards. For threaded holes with requirements on pressure and casting technology, using extrusion threads to process can obtain high efficiency and better effect.
MORE BOLG



Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.