3D Printing for Molds – Conformal Cooling Channels

Posted on : June 4th, 2025,By GREFEE
The Perfect Integration of Customized Production and Efficient Manufacturing
Writer: Christopher Role: Manufacturing manager
Overview of 3D Printing:
Entering the 21st century, 3D printing technology has achieved in-depth applications in multiple fields by virtue of its unique advantages. From the early-stage printing of houses in the construction sector to the current comprehensive implementation in industries such as industrial design, mold manufacturing, automotive manufacturing, medical health, aerospace, consumer goods production, and education, it has particularly made significant strides in the mold sector. The emergence of conformal cooling channels has greatly enhanced the efficiency of mold manufacturing and injection molding production.
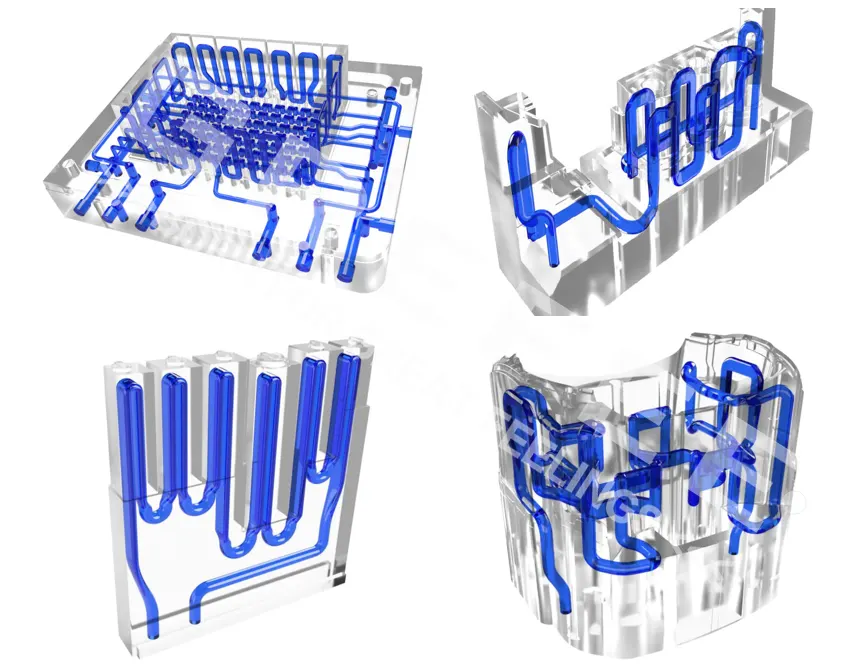
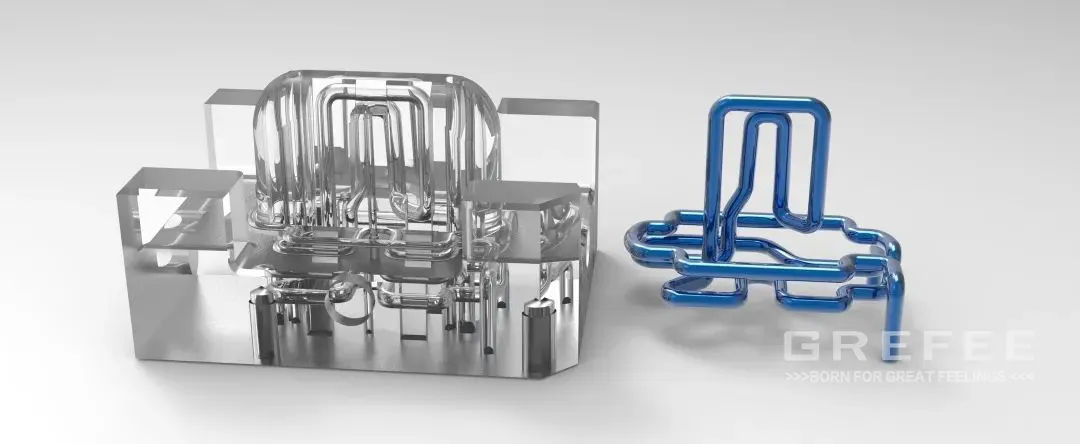
Application of 3D Printed Molds:
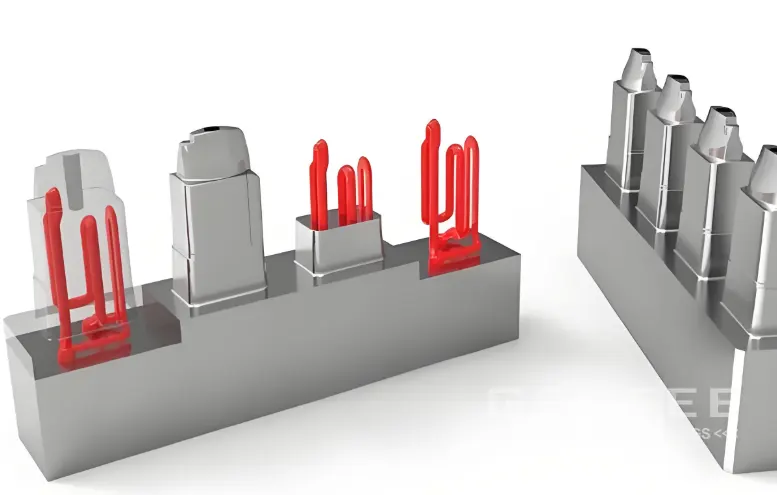
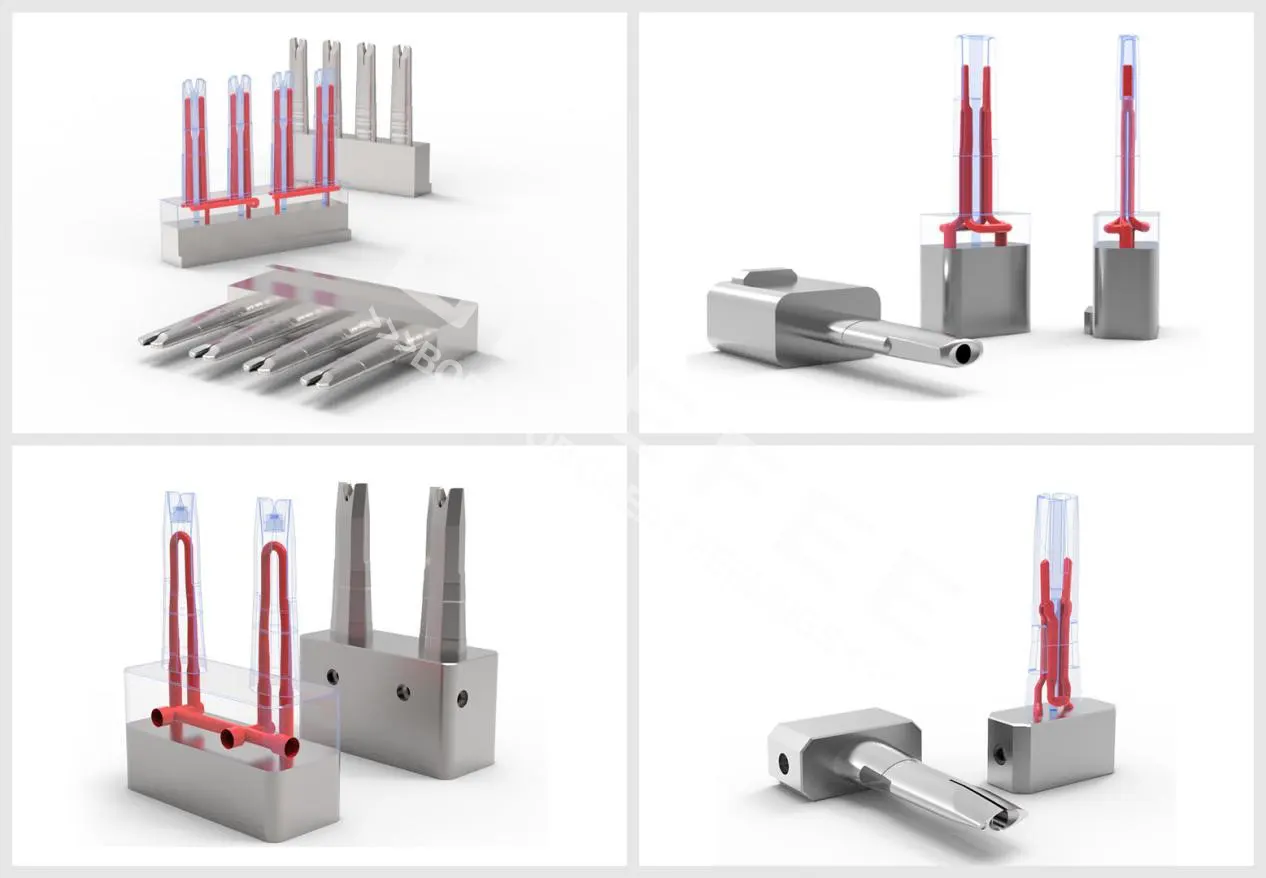
The rise of 3D printing technology has brought about a disruptive revolution in the field of mold manufacturing. Traditional mold cooling processes have long been constrained by technical bottlenecks, especially in the cooling treatment of small mold inserts, which generally rely on water wells or nozzles for single-point cooling at the front end of the insert. This direct yet singular cooling mode reveals fatal flaws when dealing with non-standard inserts: cooling liquid struggles to distribute evenly along complex profiles, easily creating hotspots of local temperature differences. These hotspots can induce quality risks such as mold deformation, product dimensional deviations, and surface sink marks, emerging as core pain points restricting precision injection molding.
With the iterative upgrading of 3D printing technology, its manufacturing precision and material performance have achieved a qualitative leap, providing key technical support for the design of conformal cooling channels. The deep integration of 3D printing and conformal cooling channels has completely broken the geometric constraints of traditional cooling processes, which has greatly improved the mold manufacturing cycle and the injection molding production cycle.

Categories of 3D Printed Molds:
1:Industrial Molds: These molds typically require high precision and durability. 3D printing technology can manufacture high-precision industrial molds, mainly used for producing various industrial components such as automotive parts, aircraft components, rocket parts, and marine equipment.
2:Consumer Product Molds: These molds usually demand high precision and aesthetic appeal. 3D printing technology enables the production of consumer product molds with both high precision and visual quality, primarily applied to manufacturing consumer goods like mobile phones, computers, furniture, and toys.
3:Medical Molds: These molds have strict requirements for high precision and hygiene. 3D printing technology can fabricate medical molds that meet high-precision and high-hygiene standards, mainly used for producing medical devices and instruments such as artificial joints, teeth, and prosthetics.
Advantages of 3D Printed Mold Inserts:
In order to deepen the customer service experience and enhance the effectiveness of product quality management throughout the entire process, the first CNC workshop has upgraded its hardware facilities and introduced 8 high-precision turning and milling compound machines. With their outstanding machining accuracy and efficient compound machining capabilities, these machines can meet the high-precision machining requirements of complex components

3D Printing Materials for Molds:
The significant value of SLM (Selective Laser Melting) metal 3D printing in mold conformal cooling and venting has been validated, typically reducing mold cooling time by 30%-60%. This brings remarkable benefits to injection molding and die casting in terms of improving production efficiency and product quality.
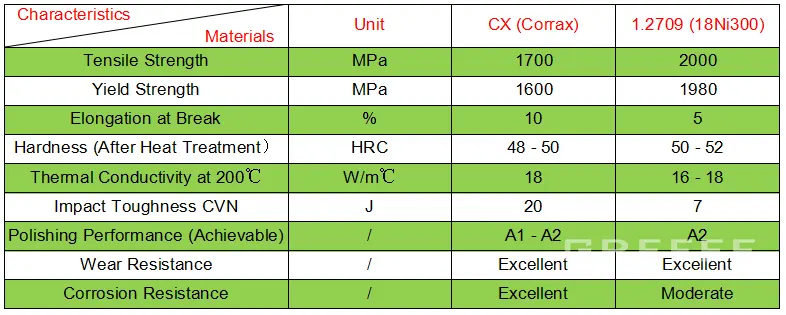
The maturely used 3D printing mold steel grades mainly include two types: CX (Corrax) and 1.2709 (18Ni300). Specifically:
CX steel, after heat treatment, achieves a hardness of 48-50HRC, with polishing performance and corrosion resistance comparable to S136.
1.2709 steel, after heat treatment, has a hardness of 50-52HRC, approaching that of H13.
Physical Properties:
Service Life of 3D Printed Mold Materials:
The service life of molds is directly related not only to materials, printing processes, and heat treatment, but also to the stability coefficient of structural design and operating conditions. Improving mold life from the design phase has a significant effect, such as relieving stress concentration areas and increasing the distance from waterway edges to the mold surface. Therefore, specific cases of 3D printed mold parts require detailed analysis.
CX and 1.2709 belong to high-strength steel and ultra-high-strength steel. Based on extensive practical experience with molds, GREFEE has concluded that 3D printed molds with different structures exhibit varying service lives. GREFEE has tracked the service life of all 3D printed mold parts, showing that stable structures can withstand 50,000 to 80,000 molding cycles, while some structures last 30,000 to 50,000 cycles.

When CX material is used for injection molds, its service life under the same design and operating conditions is not lower than that of S136. When 1.2709 is applied to die-casting molds, its service life is similar to that of H13.
Surface Requirements for 3D Printed Molds:
Metal 3D printing is a powder sintering forming process. The technology itself cannot achieve 100% density, but typically, a specialized mold 3D printer combined with high-quality powder materials and process control can achieve a polishing level of A2 or above, meeting the polishing requirements for most molds. The current process can only meet the A2 standard, and polishing at A1 or higher may result in pitting..

Precision of 3D Printed Molds:
The tolerance of conventional metal 3D printing is generally around 0.2mm, while specialized mold 3D printing equipment can control it within 0.05mm. However, the surface of printed workpieces is usually rough, with a surface roughness of Ra8-12, requiring secondary processing for normal use. Meanwhile, most printed parts also need heat treatment. Therefore, when 3D printing mold parts, a margin of at least 0.5mm is typically reserved on the part surface to accommodate secondary finishing and polishing requirements.
Heat Treatment of 3D Printed Mold Parts:
The initial hardness of both CX and 1.2709 materials in the as-printed state is around 32HRC. To ensure the service life and hardness of the parts, secondary heat treatment is typically performed. After heat treatment, the hardness range of CX is 43-50HRC, and that of 1.2709 is 50-52HRC.

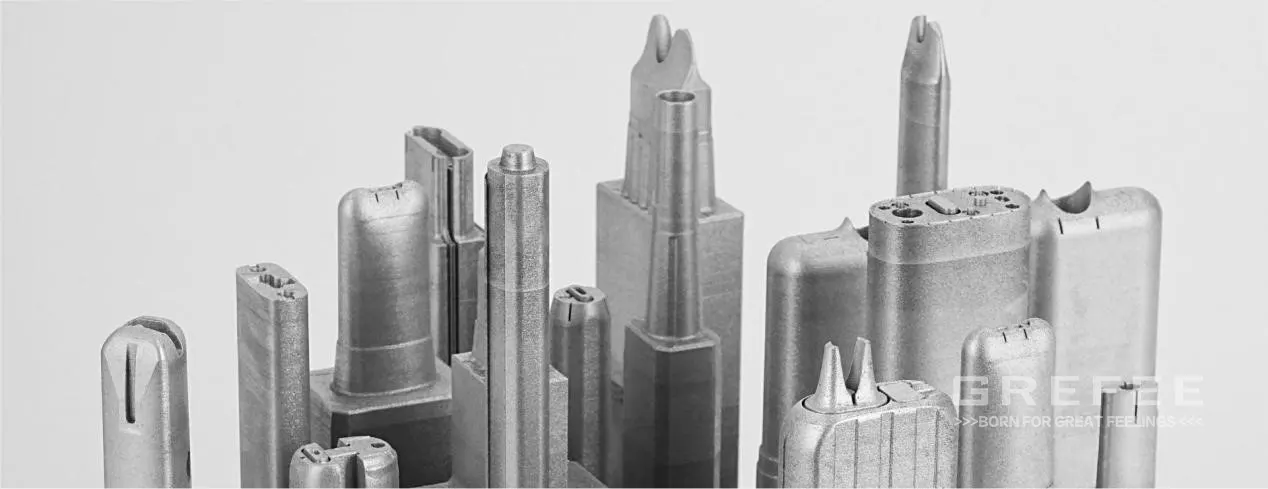
Commonly 3D Printed Mold Parts:
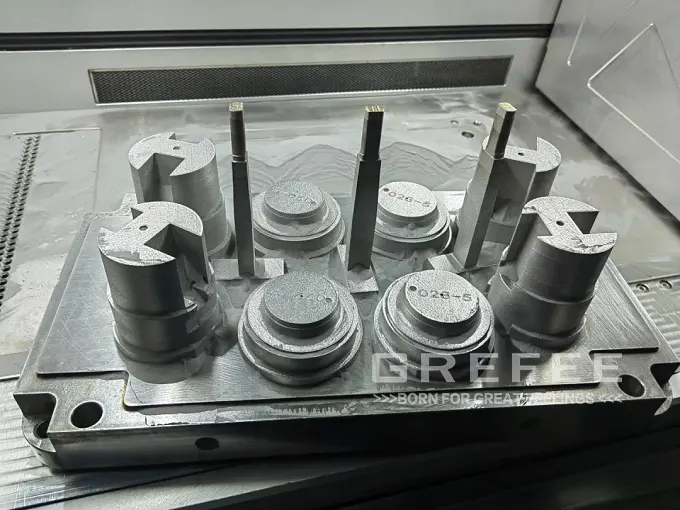
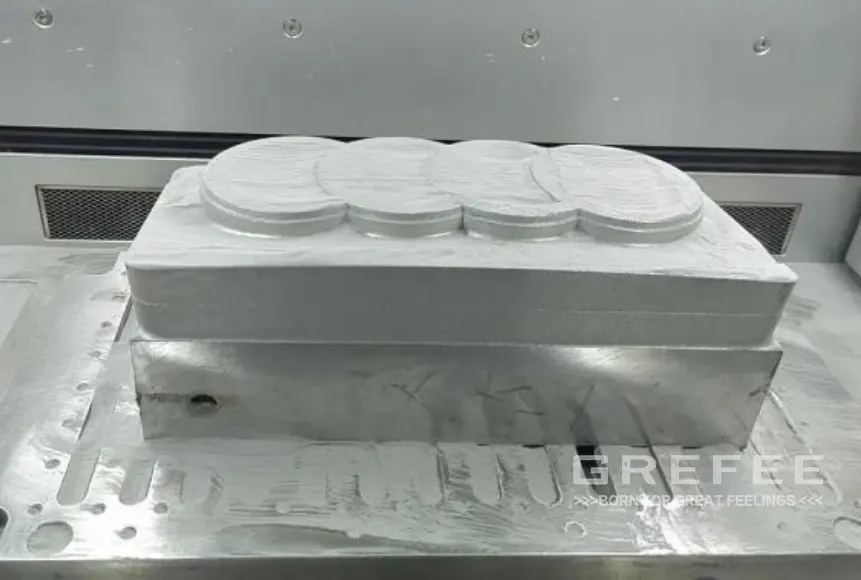
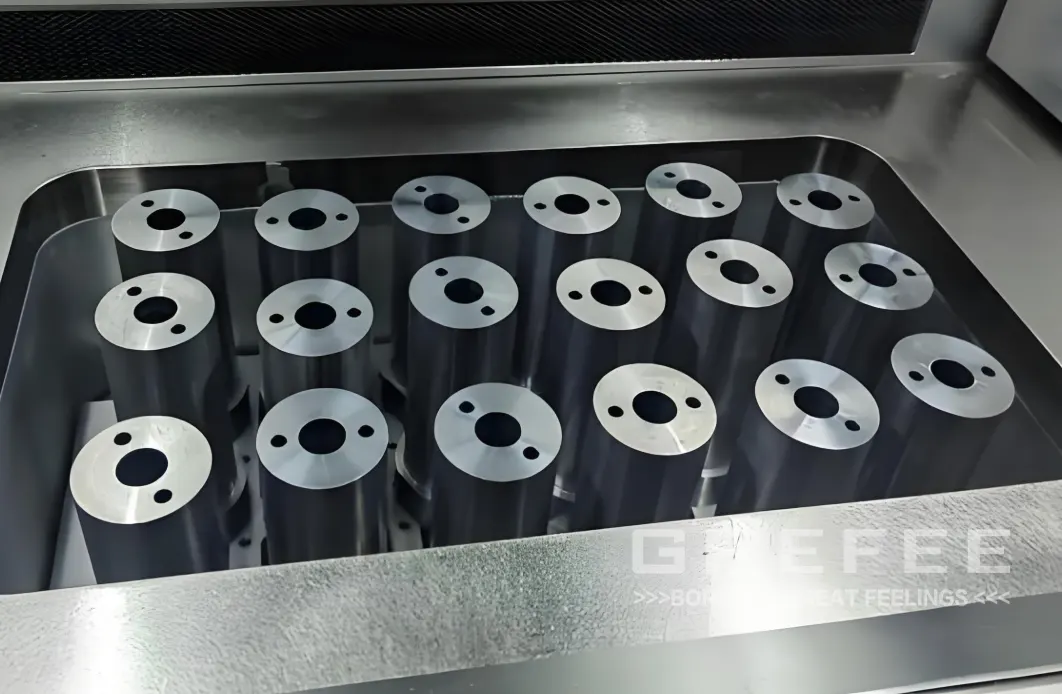
Metal 3D printing can be applied to the cooling optimization of most injection molds. The commonly 3D printed components on molds are generally the core cooling parts of the mold, such as sprue bushings, angle lifters, rear mold inserts, front mold inserts, sliders, etc., which are all suitable for 3D printing processing

Mold Parts
Case: Cosmetic Bottle Cap Mold
Cosmetic bottle caps feature diverse shapes and have high requirements for appearance refinement and sealing performance. The cooling channels of traditional molds are cylindrical straight holes manufactured by machining processes such as milling machines. When facing complex-shaped bottle caps, these channels cannot fully conform to the surface of injection-molded parts, resulting in low and uneven cooling efficiency. This makes products prone to defects such as deformation and gate marks.

After introducing 3D-printed waterway molds, conformal cooling channels that follow the product contour changes are printed, allowing the waterways to reach any position in the mold cavity without cooling blind spots. Mold flow analysis shows that the temperature of inserts with traditional waterways is as high as 94.81°C, while the temperature of inserts with conformal cooling channels is approximately 62.17°C – a reduction of 32.6°C. The cooling time for a single bottle cap is shortened from 21.71 seconds to 6.07 seconds, a 72% reduction (15.64 seconds), significantly reducing the molding cycle. With balanced product cooling, gate issues are resolved, and the yield rate increases to over 98%, effectively improving production efficiency and product quality
Case 2: Bottle Body
Plastic packaging bottles are widely used in the packaging industry. The cooling channels of traditional mold manufacturing have limitations in cooling complex bottle body structures, affecting product quality and production efficiency. Taking special-shaped plastic beverage bottles as an example, traditional cooling channels lead to inconsistent cooling rates in different parts of the bottle body, resulting in uneven wall thickness and prone to problems such as dents and deformation. The rejection rate is about 10%.
After adopting 3D-printed waterway molds, the waterway layout is customized according to the bottle body shape, allowing the waterways to closely fit all parts of the bottle body for uniform cooling. Tests show that with 3D-printed waterway molds, the product cooling time is shortened by 30%, the wall thickness uniformity of the bottle body is significantly improved, defects such as dents and deformation are reduced, and the rejection rate is reduced to within 3%. Meanwhile, the shortened cooling time increases the output of injection molding machines per unit time, boosting production capacity by about 25% and enhancing the market competitiveness of products.
Case 3: TWS Headphone Battery Compartment
The front cover of TWS Bluetooth headphone chargers is typically characterized by a deep and narrow cavity with complex internal structures, making it difficult for conventional water well cooling channels to meet its cooling requirements. By using 3D printing technology, we designed conformal cooling channels that can fit the complex shape of the charger front cover and evenly distribute around the cavity, effectively solving the cooling challenge.

Application Effects: Uniform cooling of the mold is achieved, significantly reducing the warpage deformation of products by 15% to 90%. The production cycle is shortened from 50 seconds to 35 seconds, greatly improving production efficiency. Meanwhile, product quality is enhanced, and defects such as deformation and sink marks caused by uneven cooling are reduced.

Case 4: E-cigarette Shell
The shell of e-cigarettes features a complex design with deep cavity structures and slender characteristics, while imposing extremely high requirements on appearance quality and dimensional accuracy. If traditional mold processing methods are used, the production process faces numerous challenges, such as warping and deformation of the shell caused by uneven cooling, silver streaks and yellowing on the surface, as well as long production cycles and low efficiency—all of which severely affect product quality and market competitiveness.
GREFEE uses the new material EM201 high thermal conductivity stainless steel powder as the 3D printing material. The thermal conductivity of this material is 4 times that of ordinary materials. Combined with conformal cooling channels, its thermal conductivity efficiency is comparable to beryllium copper, which can remove heat more quickly and significantly improve cooling efficiency. In the initial production stage, the cooling time was shortened from the original 20 seconds to 14 seconds; after entering the stable production period, the cooling time was further shortened from 14 seconds to 7 seconds
Other Case 1: Insert for electric toothbrush handle mold, injection molding cooling time shortened by 25%.

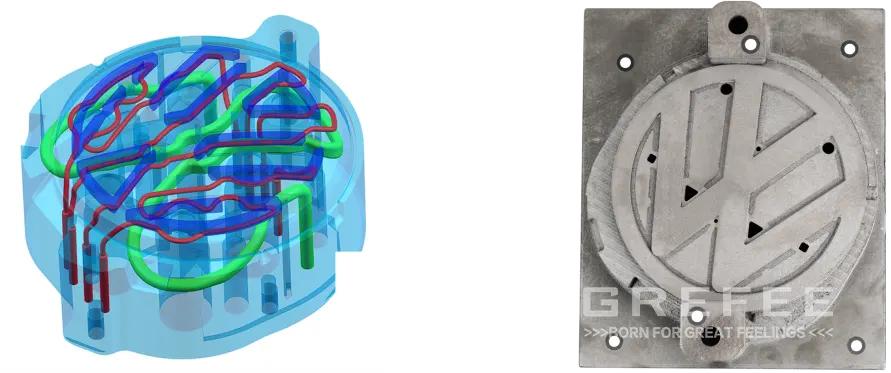
Other Case 2: Insert for car logo mold, solving the air entrapment problem during the second injection molding of the two-color mold.
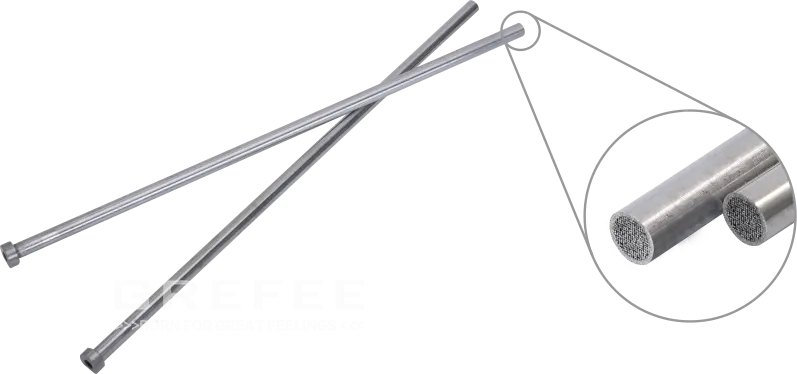
Other Case 3: Exhaust ejector pin, effectively solving the exhaust requirements for special positions of the mold.
Other Case 4: Insert for the roller mold of a floor-cleaning robot. By uniformly blowing air through the breathable area, the product is suspended on the mold core, solving the demolding difficulty of TPU materials.

MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?

Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.