Producing die casting mold with the correct material.

Posted on : July 6 , 2022 By GREFEE
What is die casting mold?
The die casting mold is one tool specifically used to cast the metal parts on the die casting die forging machine to complete die casting technology tool. The basic process of it is to fill the mold cavity with the liquid metal at a high or low speed. As the mold has flexible cavity surfaces and with the pressure increasing and forging during the cooling of liquid metal, the shrinkage and porosity issues are eliminated. Moreover, the inside structure of the blank also become broken grains reaching as forged state. The comprehensive mechanical performance is significantly improved.
Die casting mold manufacturing method
Most die casting mold manufacturers adopt below processing procedures.
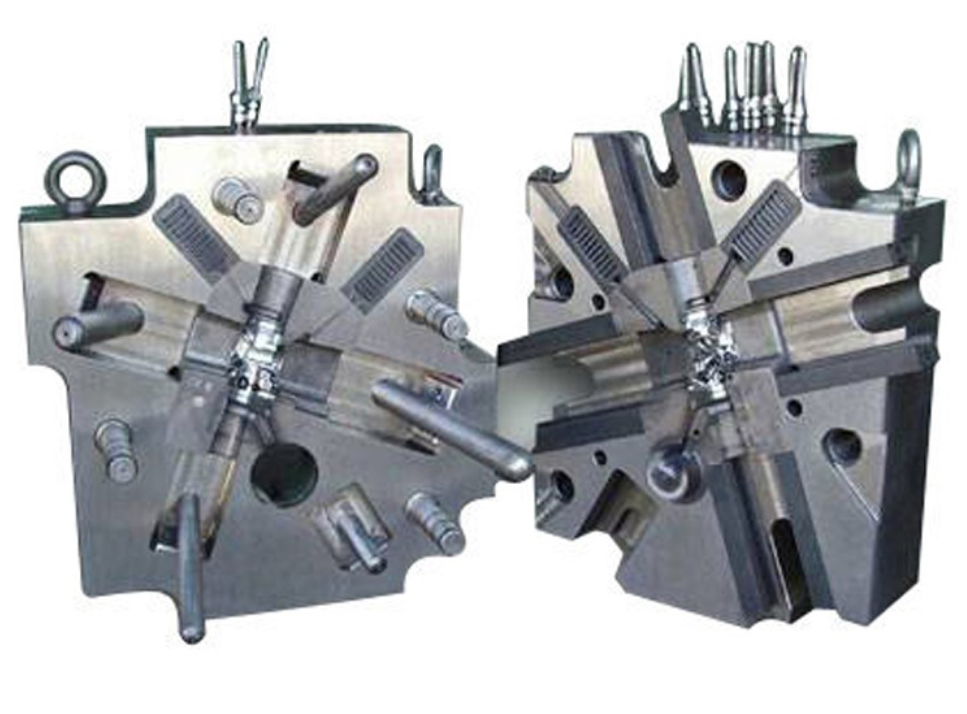
The integral formwork processing. The integral formwork typically adopts forging pieces as the blank, of which the processing procedures are: forging → annealing → rough machining → annealing to eliminate internal stress → quenching and tempering → machining → cavity finishing. The processing procedure is as follows:
(1). material preparation:cut off the rods on the sawing machine according to the length of the blanking.
(2). forging: Forging the rod into hexahedron
(3). annealing:eliminate the internal stress of the forging pieces and improve the cutting performance of blank.
(4). rough machining: Roughen the upper and lower surfaces on a milling or boring machine, then process the four sides are machined with a finishing allowance of about 1mm based on these two planes.
(5). Annealing and quenching and tempering treatment: the cutting amount of the rough machining is large, so the non uniform internal stress may lead to the deformation. Thus, start annealing before the fine machining to eliminate the deformation caused by the internal stress elimination. The stiffness requirement for the quenching and tempering treatment is normally 35-40HRC.
(6). plane grinding: grind the upper and lower planes and two manually perpendicular sides.
(7). lineation: take the vertical two sides as the benchmark, draw the cavity center position, contour, core position, etc.
(8). boring: Use coordinate boring machine to process guide pillar hole, core hole or gate sleeve mounting hole.
(9). process of the cavity: If the cavity is rectangular, it needs to be processed on the vertical milling machine.
(10). Polish the cavity.
Die casting mold material selection
1. 45 — —high quality carbon structural steel, which is the most commonly used medium carbon quenched and tempered steel.
Main characteristics: the most common used is the carbon quenched and tempered steel which is of good comprehensive mechanical property and low quenching degrees. It is easy to crack when water quenching. The small scale suit normalizing treatment. The application examples: mainly used to manufacture moving parts with high strength, such as turbine impeller and compressor piston, shaft, gear, rack, worm, etc. The weldment should be preheated before welding and stress relieved annealing after welding.
2. Q235A (A3 steel) – the most commonly used carbon structural steel.
Main features: high plasticity, rigidity, and welding performance, cold stamping performance, a certain strength, and great cold bending performance. Application examples: it is widely used in the parts and welding structures, such as less stressed pull rod, connecting rod, pin, shaft, screw, nut, ferrule, bracket, base, building structure, bridge, etc.
3. 40Cr – one of the most widely used steels, an alloy structural steel.
Main features: after quenching and tempering, the 40Cr has good comprehensive mechanical properties, low temperature impact toughness and low notch sensitivity, good hardenability. Besides, a high fatigue strength can be obtained when oil is cooled. However, the part is likely to crack in the water cooling. The bend forming performance is moderate. The cutting performance is high after annealing or quenching and tempering but welding performance is low., so it is very likely to crack. Pre-heat the steel to 100~150℃, which is generally used under the quenching and tempering state. Moreover, it also accepts the carbonitriding and high frequency surface quenching. Application examples: after quenching and tempering, the 40Cr is used to produce the medium speed and medium load parts, such as machine tool gears, shafts, worms, spline shafts, thimble sleeves, etc. Also, it is used to manufacture parts with high surface hardness and wear resistance after tempering and high-frequency surface quenching, such as gears, shafts, spindles, crankshafts, spindles, sleeves, pins, connecting rods, screws and nuts, air inlet valves, etc. After quenching and medium temperature tempering, it is used to manufacture heavy-duty and medium speed impact parts, such as oil pump rotor, sliding block, gear, main shaft, collar, etc. After quenching and low-temperature tempering, it is also the material to produce the heavy-duty, low impact and wear-resistant parts, such as worm, main shaft, shaft, collar, etc. while at the carbonitriding place, it is used to manufacture transmission parts with large size and high low-temperature impact toughness, such as shaft, gear, etc.
4、 HT150 — — Application examples of grey cast iron: gear box, machine bed, box, hydraulic cylinder, pump body, valve body, flywheel, cylinder head, pulley, bearing cover, etc.
5. 35 – common materials of various standard parts and fasteners
Main features: appropriate strength, good plastic, high cold plasticity, acceptable weldability. There is upsetting and drawing under the unheated condition. The quenching degree is low. It is often used after annealing or quenching and tempering. Application examples: suits manufacturing small cross section parts and parts that can bear a big load, such as the crankshaft, lever, connecting rod, shackle, etc., various standard parts and fasteners.
6. 65Mn — application examples of common spring steels: various flat and round springs, cushion springs, spring springs in different sizes, valve springs, clutch springs, brake springs, cold coil springs, snap springs, etc.
7. 0Cr18Ni9 — characteristics and applications of American steel 304 and Japanese steel SUS304: it is the most widely used as stainless and heat-resistant steel, such as food equipment, general chemical equipment, and original energy industrial equipment.
8. Cr12 – common cold working die steel (American steel D3, Japanese steel skd1)
Characteristics and application: Cr12 Steel is a kind of cold working mold steel, which belongs to the high carbon and high chromium ledeburite steel. It is popular for its good hardenability and wear resistance. Since the carbon content of Cr12 Steel is as high as 2.3%, its impact toughness is poor and is is vulnerable to the brittle fracture and uneven eutectic carbides. Due to its good wear resistance, it is mostly used to manufacture cold stamping dies, punches, blanking dies, cold heading dies, punches and dies of cold extrusion dies, drill sleeves, gauges, wire drawing dies, stamping dies, thread rolling plates, deep drawing dies and cold pressing dies for powder metallurgy and other components with low impact load and high wear resistance requirements
9. DC53 – Characteristics and application of commonly used cold working die steel imported from Japan: high strength and toughness cold working die steel, steel grade of Japan Daido steel (株) steel number of manufacturer. The parts owns high hardness, high toughness and good wire cutting performance after the high temperature tempering, which can be used for high precision cold stamping dies, drawing dies, thread rolling dies, cold blanking dies, punches, etc. 10. Sm45 – common carbon plastic die steel (Japanese steel S45C).
10. DCCr12 MoV – wear resistant chromium steel made in China. Compared with Cr12 Steel, the carbon content of DCCr12 MoV is lower. The content Mo and V can improve the non-uniformity of carbides since the former reduces carbides segregation and improves hardenability, and the later refines grains and enhances toughness. Besides, DCCr12 MoV has high hardenability. The section below 400mm can be completely quenched but still maintain good hardness and wear resistance at 300~400 ℃. DCCr12 MoV has higher toughness than Cr12 with small volume change during quenching, high wear resistance, and good comprehensive mechanical properties. Therefore, various molds with large cross-section, complex shape and large impact can be produced, such as ordinary drawing die, punching die, blanking die, trimming die, edging die, wire drawing die, cold extrusion die, cold cutting scissors, circular saw, standard tools, measuring tools, etc
11. SKD11 – ductile chromium steel, Hitachi production in Japan, of which the casting structure in the steel was improved and the grain was refined Compared with Cr12MoV, the toughness and wear resistance are improved and its service life of the die is extended.
12. D2 – high carbon and high chromium cold working steel, made in the United States. It is known for its high hardenability, hardenability, wear resistance, good high-temperature oxidation resistance, good corrosion resistance after quenching and polishing. Since it has small heat treatment deformation, it is suitable to manufacture various cold working dies, cutting tools, measuring tools requiring high precision and long life, such as drawing dies, cold extrusion dies, cold shear knives, etc
13. SKD11 (SLD) – non deformation toughness high chromium steel. Hitachi production in Japan. As the content of Mo and V in the steel increases, the casting structure in the steel is improved. Not only the grain size is refined, but also the carbide morphology is enhanced. Thus, compared to SKD1 and D2, its strength and toughness (bending strength, deflection, impact toughness, etc.) of this steel are higher, as well as the higher wear resistance and re ignition resistance. The practice shows that the service life of this steel die is higher than that of Cr12MoV Often manufacture high – demand mold, such as drawing die, impact grinding wheel die, etc
14. DC53 – high toughness high chromium steel, produced in Daido, Japan, of which the heat treatment hardness is higher than that of SKD11. It can reach 62-63hrc high hardness in high temperature (520-530) tempering, and DC53 is greater than SKD11 in strength and wear resistance. Its toughness is twice that of SKD11 which makes it seldom cracked or being cracked in cold working die manufacturing, so the service life is greatly improved. Small residual stress reduces the residual stress by turning back at high temperature because the cracks and deformation after WEDM are restrained. Machinability and abrasiveness exceed SKD11 and is often used for precision stamping die, cold forging, deep drawing die, etc
15. Skh-9 – high speed steel with high wear resistance and toughness. Hitachi production in Japan, which is used for cold forging die, slitter, drill bit, reamer, punch, etc.
16. ASP-23 – powder metallurgy high speed steel, made in Sweden, of which the carbide distribution is extremely uniform, and the wear resistance and toughness are high, so it is easy to process. On top of that, it also has heat treatment size stability. ASP 23 is used for punch, deep drawing die, drilling die, milling cutter, shear blade and other long – life cutting tools
17. P20 – plastic moulds of general requirements, made in the United States, which can be operated by electric erosion. Pre-hardening before leaving the factory HB270-300. Quenching hardness HRC52.
18. 718 – made in Sweden, suiting the large and small plastic moulds with high requirements, especially electric erosion operation. Pre-hardening before leaving the HB290-330 Quenching hardness HRC52.
19. NAK80 – made in Daido, Japan, which is of high mirror and precision plastic mold. Leaving factory status, pre-hardening HB370-400 Quenching hardness HRC52.
20. S136 – made in Sweden, suiting the corrosion resistant and mirror polished plastic mold. Status when leaving the factory: pre-hardening HB < 215. Quenching hardness HRC52.
21. H13 – common die casting mold, used for die casting of aluminum, zinc, magnesium and alloy hot stamping mold, aluminum extrusion mold.
22. SKD61 – advanced die-casting mold, produced by Hitachi, Japan. After electroslag remelting processing, its service life is significantly longer than that of H13 Hot stamping mold, aluminum extrusion mold.
23. 8407 – advanced die casting mold, made in Sweden. Hot stamping mold, aluminum extrusion mold.Injection molds generally rely on thimbles, and the split type can exhaust. The die-casting molds must be provided with exhaust slots and slag collecting bags.
24. Fdac – the content sulfur enhances the machinability. The pre hardened hardness before leaving the factory is 338-42HRC, which can be directly carved without quenching and tempering. It is typically used for small batch mold, simple mold, various resin products, sliding parts, mold parts with short delivery time zipper mold, glasses frame mold.
Difference between die casting mold and injection mold
Die casting is a process during which the mold cavity is filled with liquid or semi liquid metal at a very high speed and the liquid solidifies under pressure to produce the castings, which is used for metal materials, while injection molding is the main method of thermoplastic molding. Thermoplastic is made of thermoplastic resin, which can be repeatedly heated, softened, cooled and solidified. It is a physical process that is reversible, which means that it can be used as recycled plastic. Although both of them need to the mold molding to make products, as well as the working principle, the materials, and the natural molds are different.
1. The injection pressure of the die-casting mold is high, so the mold template is should be relatively thick to in case the deformation.
2. The gate of the die-casting mold is also different from the injection mold. It should be the high pressure that makes the splitter cone to decompose the material flow.
3. There is no need to quench the core of the die-casting mold, because the temperature in the mold cavity is relatively high during die-casting. The process is equivalent to a quench, while the injection mold needs to be quenched.
4.Gang of die-casting mold cavity should be nitrided to prevent alloy mucosal cavity.
5. Generally, the corrosion of die-casting dies is relatively large, and the outer surface is generally processed with the bluing treatment.
6. In terms of the injection mold, the Injection molds manufacturers typically rely on thimbles to make the split type exhaust. However, the die-casting molds must be provided with exhaust slots and slag collecting bags.
7. the requirements for split type matching of die-casting mold are higher. The alloy fluidity is much better than that of plastic. It pose potential risks to allow the high temperature and high pressure flowing materials to fly out of the split type.
8. Compared with the injection mold, the fitting clearance of the movable distribution part of the die-casting mold is larger as the high temperature during the die-casting process will lead to thermal expansion. Too small clearance will lead to the mold stuck.
MORE BOLG



Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.