Electrical discharge machining is an important method

Posted on : June 17, 2022 By GREFEE
Electrical discharge machining is an important method, especially in plastic mold manufacturing. The cavity, slide, insert, pin, and other groove corners in the plastic molds will also need EDM. Since EDM is also a slow processing method, thus it takes a long time to process EDM in mold manufacturing. How to ensure the quality of EDM? Increasing the processing speed, shortening the mold manufacturing cycle, and lowering the mold-making cost through effective and reliable methods are the issues that are discerned by mold enterprises.
This article concludes with three primary aspects related to the EDM machining efficiency: EDM machining, adjustment of EDM machine tools, and EDM operation. It discussed in detail the process measures to improve the efficiency according to these three aspects. Hopefully, it will help solve some practical problems for some enterprises.
Key points related to EDM process
1. Most of the material is removed by machining
(1). Before processing the EDM processing position, use the mechanical processing methods to carry out rough machining. Parts, where it is difficult or impossible for the tool to finish milling can be processed with EDM, saving machining material and increasing the machining efficiency.
(2). Some technicians do not carry out rough machining but the EDM straight away to avoid unnecessary troubles, which leads to a low machining efficiency. This needs a correct understanding of EDM machining speed. EDM machining relies on the microscopic thermal melting process to erode the material. Compared with material removed by mechanical cutting processing, EDM is much slower. For the large cavity, even though it has allayed received the mechanical and rough machining, the large machining allowance of EDM will also lower the machining efficiency.
2. Processing selections according to the processing conditions
(1). EDM includes the single electrode direct forming process, multi-electrode replacement forming process, etc. The operator should consider the machining speed, processing accuracy, and surface roughness to find the correct processing mode. The single electrode direct forming process only needs an electrode to produce the required cavity parts. This method suits cavity processing with simple shapes, low accuracy, and non-repeating jigs because it can increase EDM working efficiency. Multi-electrode processing works effectively for situations with higher machining requirements. The first is using the rough machining electrode to remove material and then processing the fine machining with the fine machining electrode. Fine machining allows changing the electrodes to make up for the loss of the electrodes.
(2). For working situations with high accuracy requirements, processing with only one electrode can be put down to an insufficient understanding of this method. It was intended to improve the machining efficiency by reducing the number of electrodes, but in the actual machining process, high electrical parameters are not suggested for rough machining. Due to so, the machining efficiency is extremely low. Another case is using multiple electrodes to process when it is under medium machining requirements. The machining efficiency must be decreased.
3. Proper selection of electrode material
(1). The electrode material selection is directly related to the effect of discharge. To a large extent, the correctness of the material selection determines the electric discharging speed, machining accuracy, and surface roughness. The right thing to do is to select materials according to the actual machining needs of the mold. The EDM generally uses a red copper electrode and graphite electrode. Many mold enterprises seldom consider the material issue but keep using the same electrode material, whether it is a large or small electrode. This practice will affect the machining accuracy of EDM.
(2). Red copper is easy to obtain a stable machining status and a cavity with an apparent contour, outlines, and high surface finishes. It usually applies to the low-loss machining conditions. Due to the average electric current of the low loss machining being small, it does not suit high electric current machining. Moreover, its production rate drops, too. The graphite electrode can achieve low cost and high-speed rough machining when there is a large amount of machining corrosion. However, the discharge stability is poor in fine machining, so it is easy to transmit to the arc discharge. Hence, it only can select the processing conditions with a high loss to process.
(3). Most enterprises use red copper as the electrode material. According to the machining experience, use the graphite electrode to process large cavities of the forging die. Its machining speed is faster and saves 1/3 of the time than the red copper electrode. While some enterprises have realized the priority of graphite, they have gotten used to the graphite electrode, which causes the surface roughness lower than Ra 0.3um and struggles to reach a stable machining level. Due to the repeated rework and machining, the production efficiency decreases dramatically. Selecting the red copper electrode will eliminate the follow-up issues. Thus, proper electrode material selection is essential for machining.
4. Determine the appropriate electrode scaling amount
(1). The electrode scaling selection needs to consider multiple factors. EDM machining has translational and non-translational machining. CNC EDM lathe generally uses translational machining, whereas the traditional EDM lathe cannot perform translational machining without the translation head. The electrode scaling selection of these two machining methods is different.
(2). When not applying translational machining, the machining size is mainly determined by the control of the fine machining. The determined fine machining electrode scaling should be based on meeting the electric parameter needed to achieve the surface roughness standards. The correct way is to clear the size of the conditional spark gap and then decide on the electrode scaling, generally is to take the single side 0.02~0.06mm. When determining the scaling amount of rough machining electrodes, one needs to consider the machining seed and reserve an appropriate allowance for finishing. Generally, take the single side 0.15~0.25mm.
(3). When applying the electrode translation machining, the dimensional accuracy of machining determines the control of the discharge gap, electrode scaling, and momentum. Since the translation amount is controllable according to the discharge gap, it is easier to control the machining size. The electrode scaling also could be higher, especially for fine machining with the flexible selection according to the specific conditions. Generally, rough machining doesn’t need translational machining. The electrode scaling takes the single side 0.15~03mm. Fine machining utilizes multi-stage machining and translational methods to improve the chip removal status.
(4). In mold EDM, it often fails to achieve high machining efficiency due to the electrode scaling amount. The discharging conditions are limited, so the efficiency is low. If the machining conditions allow, the scaling amount of roughening electrode is 0.3mm on one side. The selected electrical parameters are more than 2~3 times faster than that of 0.15mm on one side. According to the machining situations, increasing the electrode scaling amount is beneficial to enhancing the machining speed in translation machining. While the discharging parameters must be increased as the increase of electrode scaling amount but cannot increase the electrode scaling amount blindly. Otherwise, the machining efficiency will decrease.
(5). For rough machining, scale the electrode to 0.8mm on one side. The actual machining is the higher machining scaling amount, but the real discharge gap might merely be 0.3mm on one side. If so, it left much more material allowance. Therefore, the machining efficiency must decrease. If the NC EDM lathes do not utilize the traditional electrode scaling method rather than translation machining, the machining efficiency must decrease, especially in fine machining. If the electrode scaling amount is 0.0mm on one side, select a small discharge parameter to carry out machining. If the allowance in the rough machining is slightly too much, It may even cause immobility of processing. Increase the electrode scaling amount to 0.08mm, and the discharge parameter will increase, too. The material allowance can be removed quickly, and the side surface can be polished gradually with the translational function. It is much more so for machining the circular and square-shaped electrodes. In ordinary machining, a rise in the electrode scaling amount will not affect too much to shapes. Only for precise processing should it be treated specifically.
5. Consider “area effect” in electrode design
(1). Area effect is the one that reflects the change of process index due to machining area and machining speed.
(2). When the machining area is small to a critical area, the machining speed will be decreased significantly. Due to the small machining area, the pulse discharge is excessively concentrated on the unit area, resulting in the poor elimination of electrical corrosion products in the discharge gap. Meanwhile, it will produce the phenomenon that gas expels liquid, causing the discharge machining to be processed in the gas mediums and decreasing the machining speed. Thus, when designing the electrode, it should be considered not to split the electrode with too small a processing area but to use the integral electrodes. However, when the integral electrode area is too much, the machining depth is too deep, and the chip removal is difficult, we should consider splitting the integral electrode into several electrodes to process. According to the geometrical shapes of the mold cavity, we can divide the electrode into the primary cavity electrode and the sub-cavity electrode. Otherwise, an unstable discharge further leads to low machining efficiency and poor accuracy.
EDM lathes adjustment tips
1. Electric parameter adjustment
(1). The good and bad of the electric parameter directly affect each process index. The final aim of the electric parameter adjustment is to meet the pre-determined dimension, surface roughness needs, and higher machining efficiency. When adjusting the electric parameters, one should consider the number of electrodes, electrode loss, surface roughness, electrode scaling amount, machining area, machining depth, etc.
(2). Currently, the intellectual properties of the NC EDM lathes have been improved dramatically. The lathe storage has an array of complete sets of electrical parameters according to various material combination processing. Only needs to input the processing conditions according to the program requirements and can automatically select and configure electrical parameters. The lathe relies on intelligent control technology (such as fuzzy control). Evaluate the EDM gap status and monitor it with computers. Set the electric parameter automatically and maintain a stable discharge machining for higher working efficiency. The advanced EDM lathe’s intellectual electric parameters can meet most processing needs and largely decrease the practical skill requirement for operators. Conversely, the traditional EDM lathe requires experienced operators and the flexibly disposing of the electric parameters according to the requirements.
(3). The intelligent control technology of the lathe is not multipurpose and cannot neglect the effect of the artificial adjustment on electric parameters, especially for deep hole machining, large taper machining, large area machining, and other specific machining circumstances. Artificially adjusting the electric parameters seems necessary. The priority in the parameter adjustment is to change the parameters other than the main specification of electrical parameters, such as knife lifting height, discharge time, and tool lifting speed.Next is the pulse gap, pulse width, and machining current can be adjusted as ordered. Special materials machining can try the negative polarity processing (electrode is cathode). When the machine status is stable, reducing the action and amplitude of tool lifting, as well as the pulse gap. The increase of the machining electric current is beneficial to machining accuracy. However, in unstable status, the tool lifting should be frequent and select a large pulse gap. Otherwise, the working efficiency will be decreased or even cause the arc discharge, which interferes with the processing. Based on experience, adjusting the electric parameters can maintain the ordinary processing and achieve higher working efficiency.
(4). The width of the pulse has a huge influence on the machining speed. However, some technicians have some misunderstandings about the impact of the width of the pulse on machining speed. Some deem that increasing the width of the pulse can increase the machining speed. Some believe that decreasing the width of the pulse can increase the machining speed. Theoretically, when the pulse peak current is definite, the increase in the width of the pulse will increase the machining speed. As the width reaches a specific figure, the machining speed reaches its peak. After that, a continual increase in the width of the pulse will decrease the machining speed. In practical production, we must have a clear understanding of the width of the pulse. According to many machining cases, the highest machining speed corresponded pulse width of the electric gauge is usually low. Thus, the electric loss is big and does not apply to many cases. While the lathe selection in actual machining should consider lowering the electrode loss. So, in the low loss machining standards, increasing the width of the pulse will cause the machining speed to drop. Lower the width of the pulse will increase the machining speed to some extent.
2. Machining allowance control
(1). The NC EDM machining is completed with multiple conditional segments. There must be a specific machining allowance between each conditional segment, such as a 5mm machining depth and a 0.15mm electrode scaling amount on one side. If the used electric gauge is processed in three sections from large to small, the feed depth and translation radius are set according to the discharge gap of each electric gauge: the first gauge feed depth is 4.85mm, and the average radius is 0.02mm; the second gauge feed depth is 4.92mm, the average radius is 0.13mm; the third gauge feed depth is 4.97mm, the average radius is 0.17mm. the control of the machining allowance is directly related to the processing efficiency. Reducing the machining allowance can increase the EDM machining efficiency, especially effective in large area fine machining situations. Change the first gauge feed depth to 4.9mm, the average radius is 0.1mm, and change the second gauge feed depth to 4.95mm, the average radius is 0.15mm; the third gauge feed depth remains the same, will largely increase the machining efficiency.
(2). The machining allowance is given by the NC EDM machining lathe automatic programming is to ensure the surface roughness, which is relatively reserved. To further improve the machining efficiency, we can adjust the machining allowance of the automatic programming manually according to the requirements. However, we must be aware that reducing the machining allowance must meet the condition that the follow-up machining standard can dress smooth the last one. Moreover, reducing machining allowance has little significance in increasing the machining efficiency of small area machining.
3. Selection of translation machining
Translation machining is one of the essential proceedings of NC EDM machining. Different NC EDM lathes have different translation machining modes, so we should flexibly select the correct translation machining according to the types of lathes. An NC EDM lathe has two translational machining types: free translation and servo translation. The free translation refers to the spindle servo machining. Another two axes will expand according to a specific trajectory till a designated depth is achieved. Servo translation refers to the process of the primary axis machining to a certain depth, and another two axes will expand according to a specific trajectory. The free translation is often adopted for shallow machining. In processing, the chip removal performance will be improved through the translation while playing. Besides, it also can increase the corner damage of electrodes and lowers the machining speed. Whereas the servo translation can be used for circumstances of deep processing depth. After finishing the bottom side then is the side surface. When the depth is, the machining effect is worse than automatic translation. It also can be used for machining the groove ring of the side cavity or used in the other two axis translation situations, etc.
4. Timing processing
NC EDM lathes have a timing processing function and are used to control the machining time of the last segment electric parameters in the electrode fine-machining of controlling a large area. The electric erosion ability of electric gauge in finish machining is weak. Due to the machining chips in the gap and other factors, it needs a long machining time or even suspending the production. Due to the dimension change of the last conditions being small, we can merely finish the surface roughness requirements and the processing. The timing processing method can be adjusted according to the experience, which affects the fine-machining efficiency to a large extent.
5. Method of changing vertical servo machining
So far, most NV EDM lathes can achieve horizontal machining and multi-axis linkage machining. However, these functions are not being utilized properly in mold enterprises. If we can fully use the lathe, we can improve the working efficiency of the lath effectively. For instance, there are thin and deep gate locations around the forming inserts. These locations use Z-axis servo machining will minimize the local discharge area and deep machining depth. In the processing, there is an unstable discharge phenomenon, and the machining speed is slow. Improve the situation with the technology renders the electrode to do the transverse servo machining with the lateral servo function NV EDM lathe. The processing speed can be several times higher than Z-axis servo processing. The phenomenon of unstable discharge occurs in the corner cleaning processing of mold due to the small area of the processing part. The X, Y, and Z-axis linkage, for example, oblique processing, can stabilize the discharge processing and improve the processing efficiency.
EDM operation essentials
1. Improve the accuracy of repeated positioning
(1). EDM processing is processed using multiple electrodes and needs to carry out repeated positioning. In the actual processing, the repeated positioning accuracy is also one important factor affecting the EDM processing efficiency. These situations are mainly found in fine machining. When the second processing needs to ensure the processing depth, the amount of material should be excessive. High electrical specifications are not allowed in finishing because it will lead to low machining efficiency. Based on experience, large-area processing, like about 750p x 2, will increase 0.02mm depth under the fine-machining standards, which will cost another 1 hour to process. Another one is that the first electrode is finished, and the processing position of the second electrode is different from that of the first electrode. One side surface failed to polish will add an extra processing amount on another side, decreasing the processing efficiency.
(2). Utilizing the sensor touching positioning method between the electrode and part is well acknowledged. This positioning method is simple and familiar. However, the error of this positioning method results from an unstable positioning accuracy. So, many accidents are happening during the processing frequently. The indirect positioning method can improve the repeated positioning accuracy. For instance, use the reference ball to carry out the indirect position. This positioning method adopts point touching to eliminate the errors in the largest range. So far, the reference ball positioning method is still not involved in many mold enterprises.
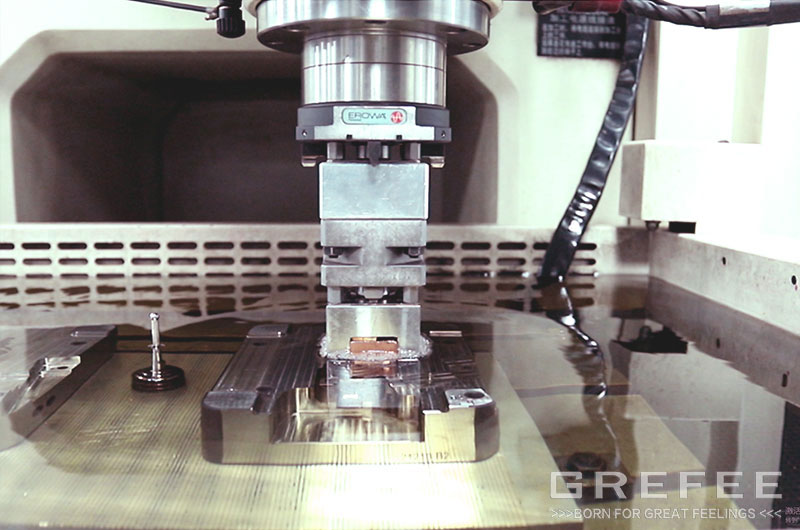
(3). It is convenient to use the reference ball to ensure accuracy and achieve the centering for parts with complex shapes. It prevents the electrode from a stroke movement in the process of centering the electrode on the reference ball, which saves a large amount of operation time. For multiple workpiece processing, only centering once is enough, saving a lot of operation time. Its advantages are extremely evident in multi-electrode processing. One effective method to increase the repeated positioning accuracy is to adopt the quick clamping positioning system. Like the 3R, EROWA, and other devices, the electrode and parts can be replaced quickly and achieve an ideal positioning effect and higher processing efficiency.
2. Method and size of flushing
In the EDM processing, to void the gas and metal chips generated during the processing in time, the chips should be voided quickly. So, properly using the flushing method and professional control of the flushing pressure are essential factors in ensuring stable processing and enhancing processing efficiency. Generally, it needs oil flushing and pumping. Increasing the pumping pressure appropriately will increase the processing speed. However, when the pumping pressure exceeds a specific value but still goes up, the processing speed will drop.
Others
1. Processing properties of lathe
An advanced lathe is a guarantee for achieving high-efficiency discharge processing. The pulse power plays an indispensable role in levitating the processing speed. The properties of the pulse power determine the quality of the micro process of EDM and whether a stable and high efficiency, fine machining is available under a small discharge gap. The self-adoption adjustment of self-adaption power in processing is critical for high processing efficiency. The specialist system and the same intellectual technology make the lathe operation easy by shortening the time of programming and operation. Full automatic lathes with ATC devices can process automatically without any human interference, which effectively increases the processing efficiency. The knife lifting technology also affects the processing speed. For instance, if the primary axis works in a high feeding speed processing, it has a positive impact on increasing the efficiency of processing narrow and deep crevices.
2. Working liquid influence
The different working solution provides different processing speed. Currently, EDM utilizes the synthetic electric spark working fluid. Different EDM working solutions have various characteristics, so we should consider each one comprehensively. The mirror processing time is generally long. Using the powder mixing working fluid can increase the processing efficiency. It works by adding a specific ratio of electric conductive powder into the working solution.
3. Influence of material
Under the same procession condition, selecting different materials will obtain different processing speeds. This is mainly determined by the physical properties of the material. (melting point, boiling point, thermal conduction rate, melting heat, vaporizing heat, etc) For example, the efficiency of aluminum EDM is high, but the hardening alloy is low.
Conclusion
In the actual processing, many factors affect the EDM processing efficiency. However, the guarantee of high processing efficiency comes from comprehensively considering processing items and each procedure.
MORE BOLG



Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.