Causes analysis and improvement methods of chamfers in die casting parts

Posted on : Apr11, 2022 By GREFEE
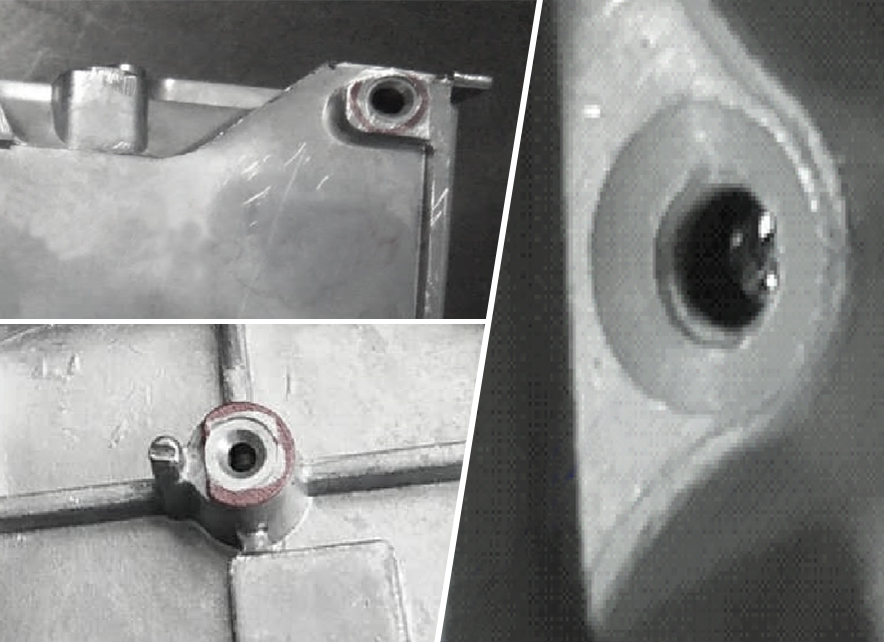
what is chamfer in die casting?
In the CNC post-treatment of die casting parts, the chamfers are might be too deep to too shallow or even omitted.
causes for poor undercuts in die casting machines?
- wrong size for molding core/uncontrolled
- mold core loose or has wear
- issues of CNC machining jigs, CNC programs, or issues of operators.
how to improve poor chamfering?
- Double check the size of mold core when mold modeling
- Inspecting or repairing the molds
- Inspecting the jigs and do first item measurement.
key inspection areas for die casting parts
Mainly are the holes or edges of products
how poor chamfering affect the die casting parts?
- Countersunk hole mounting screws. Incorrect chamfer size will cause the screw to be higher or lower than the plane.
- Too deep chamfers. After applying the screw shims, reducing the number of thread locking and affects the screw torque.
- Too small chamfer. The screw heads have angles that are higher than the plane after thread locking.
how to know whether the chamfer is qualified in die casting process
- It is likely to miss inspection.
- Visual measurement detects issues, so it needs to be strictly controlled and confirmed in the inspection process after the modeling.
- Visual measurement will detect issues, so it needs to be strictly controlled and confirm in the inspection process.
inspection methods:visual, calipers
improves the quality of die casting parts
- Chamfer seems like a small issue in die casting but will cause many limits in production use if being unqualified machined.
- Miss inspection for chamfer is a common mistake.
- So we have to double-check it with the drawing sheet after the mold repairing and machining rather than only check the size of the diameter of the holes. Multilevel determination should be done as the practice guidelines after the production.
GREFEE is a professional die casting supplier with 16 die casting machines. The maximum one is 3500T, including the zinc alloys and aluminum alloys die casting. Contact us for free technical support.






Try GREFEE now,for free
We keep your uploaded files confidential and secure.