Causes analysis and improvement methods of ejector pin marks in die casting products.

Posted on : March 23, 2022 By GREFEE

To learn more problems and preventions of die casting, click to check it out.
What is ejector pin marks of die casting parts?
The casting surface has embossing due to the cavity bumping and the assembly marks of pushing rod, insert block, active block, and other parts.
causes:
1. pushing bars are not paralleled or the end has wear.
2. The mold cavity, slide assembly areas, and the moving areas do not fit well, such as embossing, big gap, etc.
3.Pushing bar area is too small.
4.The side wall surface of casting is composed of inserts of interspersed moving die and fixed half
5.Caused by mold damages, such as cavity surface scratches, bumping.
6.The moving or sliding areas of mold are loose or wear.
How to improve ejector pin marks in die casting?
1. checks the pushing bar state and dimension. adjusts the pushing bar to the correct position, repairs or replaces the pushing bar.
2. check the condition of assembly parts of mold. Tighten the inserts or other loosen parts, eliminates improper embossings.
3. the pushing bar marks on casting often get darker or the according areas has bulges due to ejection. Increases the pushing bar area or numbers properly.
4. improves casting structure to make die casting mold eliminate interspersed inserting ways.
5. Modifying mold surface
6. Inconsistent impression on the casting surface -inspects and repairs the mold.
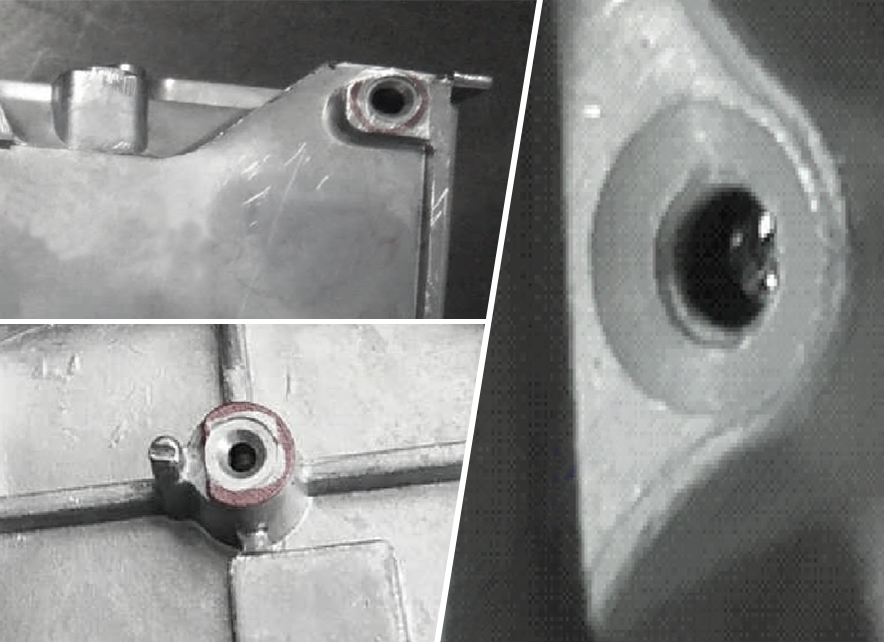
Key inspections areas to die casting parts:
Ejector pin marks on the ejector pin position
How does ejector pin mark affect the products?
It mainly affects the appearance of products, especially the aesthetic value of baking paint parts.
If the assembly area of automotive has a high ejector pin position will affect the assembly.
How to evaluate whether a die casting product with ejector pin marks is qualified or not?
Check the dent and protrusion of die casting mainly by visual, and uses height master to measure.
1. The height of ejector pin is according to the controlling plan, generally is 0.2mm dent on the products.
2. The machining areas cannot be low because the enough machining allowance needs to be ensured.
3. Assembly and areas which apply radiating gel cannot be high.
4. Ejector pin bulges are not allowed.
5. Process inspections need to be confirmed.
Improving your die casting ejector pin marks problem:
Except for the above reasons cause ejector pin marks, enough thickness in design is also essential. The ejector pin should not be in too-thin areas. Besides, the product should be cooled and molding sufficiently before being ejected.
With 20 years of experience in the die casting industry, GREFEE has 16 zinc alloy die casting machines and aluminum alloy die casting machines, 100T – 3500T. Also, we have more than 200 numerical control devices plus a complete set of inspection equipment, which is your perfect choice of suppler. We don’t have a minimum order limit. Contact us to get our discount policy for new customers.





Try GREFEE now,for free
We keep your uploaded files confidential and secure.