Compound Bow – Full-Process Technology Disassembly

Posted on : October 23th, 2025,By GREFEE
Writer: Christopher Role: Manufacturing manager
In the field of compound bow manufacturing, precision is the core determinant of shooting performance, durability, and safety. Even a 0.1mm error in the force balance of the bow limb, the synchronous rotation of the pulley, or the positioning deviation of the arrow rest can lead to a trajectory offset of more than 5cm within a 100-meter range, and may even cause the risk of component breakage.
CNC machining technology is precisely the core means to support compound bows in achieving military-grade precision. From a tolerance control of 0.02mm to the implementation of ISO international standards, and from the milling of bow limb profiles to the laser inspection of finished products, CNC machining runs through the entire manufacturing process of compound bows. It redefines the precision boundary of compound bows with a data-driven and standardized production logic.

GREFEE has been deeply engaged in the CNC machining field for more than 20 years. Relying on its mature technical system and project experience, it has provided global customers with full-process customized compound bow services covering design, machining, inspection, assembly, and packaging. Up to now, we have helped customers successfully develop and mass-produce more than ten complete compound bow products, and processed over 100 types of exclusive parts for compound bows, accumulating profound technical precipitation and practical experience in this niche field.

With its full-chain service capabilities, we can help customers connect the full-process closed loop from part prototyping to finished product assembly and delivery: from the structural design of compound bows, process optimization of core parts, scientific material selection for adaptation, to precision inspection, finished product assembly, and customized packaging in all links. Each step is controlled in accordance with professional standards, which can not only meet customers’ core needs for product performance but also improve production efficiency and reduce comprehensive costs through process optimization, providing reliable support for the stable implementation of compound bow projects.
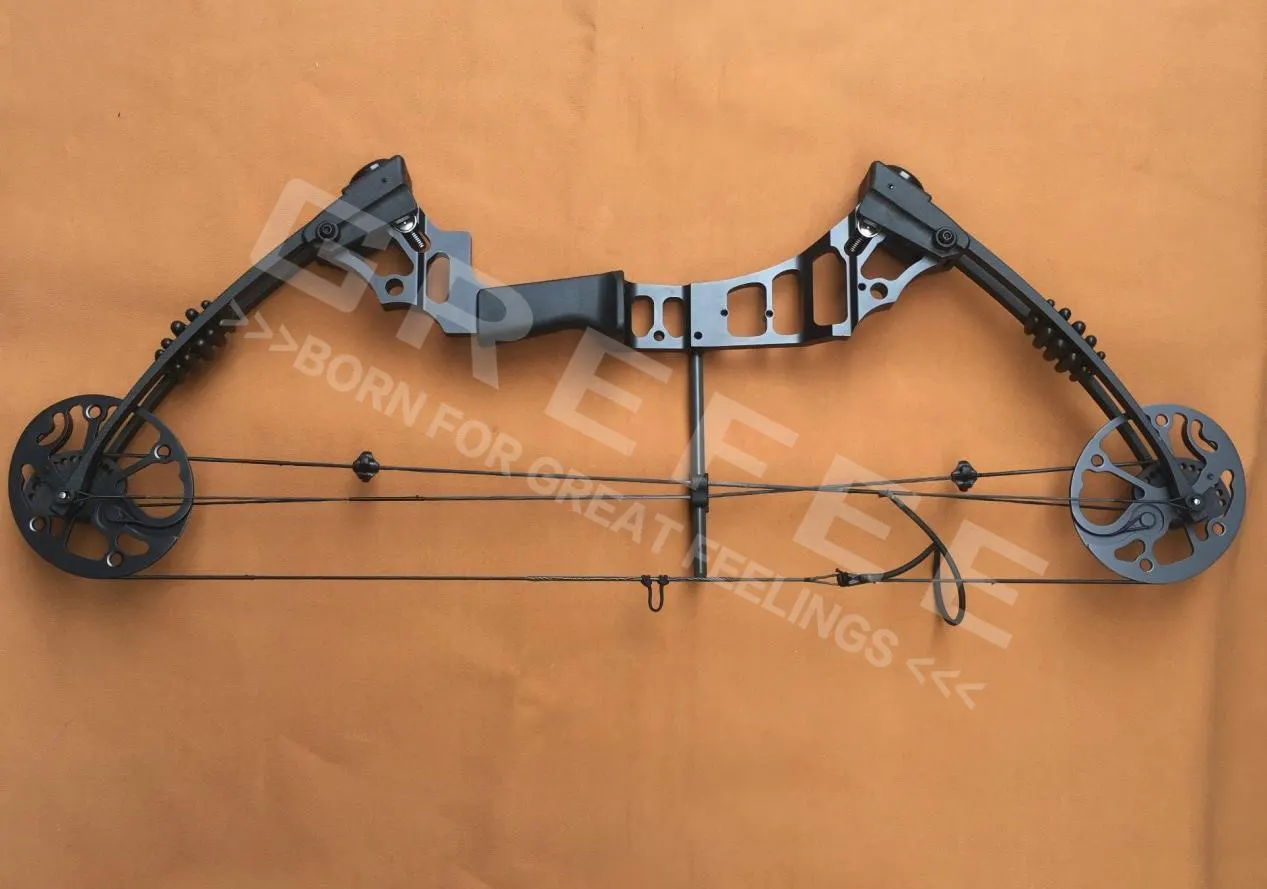
A professional compound bow consists of several parts: the compound bow main body, limb pieces on both sides, cams, bowstrings, and accessory parts (including sights, arrow rests, stabilizers, etc.). Except for the limb pieces and stabilizers, all other parts require the application of CNC machining technology.
Materials
Main Body: Usually made of materials such as aluminum alloy, magnesium alloy, or carbon fiber (e.g., 6061, 7075), mainly customized through CNC machining.
Limb Pieces: Produced by lamination and heat curing using high-strength synthetic fiber materials such as glass fiber or carbon fiber.
Cams: Mainly made of two types of materials: plastic and aluminum alloy. Plastic cams are mostly made of high-strength materials such as PA (polyamide) and POM (polyoxymethylene); high-end cams, however, use aluminum alloy or even titanium alloy for better texture.
Bowstrings: Primarily made of high-strength synthetic fibers, such as polyester fiber and ultra-high molecular weight polyethylene fiber. Bowstrings are consumable parts of compound bows, and these materials perfectly meet the characteristics required for bowstrings—high strength, good elasticity, low cost, and excellent durability.
Accessory Parts: Accessories mainly include stabilizers and sight components. Stabilizers are mainly made of rubber or silicone and are manufactured through compression molding.

Main Body Optimization
The weight of a set of compound bows is approximately 2kg. The proportion of the main body weight varies depending on the size of the compound bow, but in most cases, it accounts for more than 70%. Reducing the weight of the main body is the primary means to control the overall weight of the compound bow. Combining machining experience, test data, and feedback from end-users, GREFEE can reduce the weight of the compound bow main body to the minimum value within the safe range, thereby ensuring the user’s shooting experience.

CNC Machining of the Main Body
Due to the special shape of the compound bow main body, double-sided machining (front and back) is required. The consistency of this machining directly affects the overall performance. As a core force-bearing component, the precision of the curved surface directly determines the bow force transmission efficiency. Moreover, the consistency of double-sided machining and installation precision are crucial to ensuring structural stability.

To achieve strict precision standards, the machining of the compound bow main body requires 5 sophisticated CNC processes:
By adjusting the parameter linkage between processes, the dimensional deviation during front and back machining is controlled within a very small range, fundamentally ensuring the symmetry of the double-sided structure. At the same time, each process is optimized incrementally around core indicators such as the profile accuracy of the curved surface and the positional accuracy of the installation interface. Finally, the dimensional accuracy, shape accuracy, and surface accuracy of the main body meet the design requirements—not only ensuring the convenience of compound bow assembly but also providing a precise reference position for subsequent accessory installation, while ensuring the perfect hand feel of the main body surface.

Rough Machining: CNC machining is carried out according to the 3D model to remove 80% of the material allowance. The tolerance is controlled within ±0.1mm, and a 0.5mm dimensional allowance is reserved.
Hole Drilling: CNC machining is used to create pulley shaft holes, screw holes, etc. A 0.1mm dimensional allowance is reserved, and the positional accuracy of the holes is ensured to be ±0.05mm.
Stress Relief: The roughly machined bow limb is placed in a constant temperature chamber at 60°C for 2 hours to eliminate the machining stress of the main body.
Finish Machining: Machining is performed to a dimensional accuracy of 0.02mm, ensuring the final tolerance is controlled within ±0.02mm and the surface roughness does not exceed Ra 0.8.
Precision Hole Finishing: All precision assembly holes are finished to ensure the hole diameter is controlled within 0.01mm.

Cams
The cam of a compound bow is the core component of the pulley system. Its structural precision directly affects the stability of the draw weight curve, the consistency of arrow speed, and shooting accuracy. A cam is an irregular ellipse, and its central assembly hole is the most important factor for ensuring bowstring stability. Therefore, when machining cams, attention must be paid to the accuracy of the hole, positional accuracy, assembly positional accuracy, and the accuracy of the bowstring groove.

Key Considerations for Cam Machining
1:Datum unification and positioning accuracy;
2:Contour and wire groove accuracy control;
3:Hole position and bearing fitting accuracy.
Note: With the camshaft hole center as the datum, it is necessary to ensure that the machining coordinate system is completely consistent with the design datum. The diameter tolerance of the shaft hole must be controlled within 0.01mm, and the roundness error must not exceed 0.005mm. This avoids eccentric vibration during rotation caused by datum deviation.
Solutions
1.For cams with excessive hollowing in the middle, more supporting ribs should be reserved in the machining program to minimize deformation during the machining process.
2.For cams with asymmetric structures, 3D modeling is used to simulate clamping stress. During machining, the clamping position and angle are adjusted to ensure the flatness of the datum surface during the machining process.
3.Additional deformation allowance is reserved. After stress relief, a coordinate measuring machine (CMM) inspection is performed on the part. The machining program is adjusted based on the comparison of deformation data, and finally, the part is machined to meet the design parameters
4.All cams must undergo dynamic balance testing after finish machining. A laser locator emits laser to detect the parallelism between the bowstring centerline and the arrow rest, ensuring that the cam profile error does not exceed 0.02mm.

Shock-Absorbing Accessories
The shock-absorbing accessories of a compound bow are designed to reduce vibration and noise generated when the bow is fired, improving the shooter’s experience and shooting accuracy. A compound bow typically has shock-absorbing accessories installed at four positions: the main body, limb pieces on both sides, bowstring, and stabilizer rod.

Materials and Processes for Accessories
Shock-absorbing accessories are usually made of elastic materials such as rubber, silicone, or thermoplastic elastomers (TPE). Rubber materials include natural rubber, neoprene, and nitrile rubber. For compound bow products with high environmental protection requirements, silicone stabilizers are a better choice. TPE materials combine the elasticity of rubber and the processability of plastic, enabling simple and fast production and featuring recyclability.

In terms of machining processes, injection molding is the most commonly used method. Shock-absorbing accessories produced by injection molding have the advantages of good surface quality, high dimensional accuracy, fast production efficiency, and low production costs. The mold manufacturing cycle for GREFEE’s shock-absorbing accessories is usually within 12 working days, and the production cycle generally does not exceed 3 working days.

Limb Pieces
The limb piece is the core power component of a compound bow. It stores energy through its own elastic deformation and transfers the energy to the arrow. Its elasticity, strength, and precision directly affect the bow’s draw weight curve and shooting performance. It is a key guarantee for the compound bow to achieve accurate and efficient archery, and plays a crucial role in the initial speed of the arrow and shooting accuracy.

Limb pieces are usually made by combining reinforced fibers (such as glass fiber and carbon fiber) with resin. To achieve better toughness, aramid fiber can be added to the material. Finally, surface treatments such as painting and film coating are applied to enhance protection and aesthetics. The logos of most compound bows are printed on the limb pieces.

Other Accessories: Bow Handle Connecting Pieces
The connecting pieces must be consistent with the compound bow main body in terms of material and surface treatment. Their core function is to assist in the stable and precise installation of other accessories, providing a guarantee for the stability and accuracy of the compound bow during shooting. Their contour is highly compatible with the main body, and this precise contour design ensures that the connecting pieces fit closely with the main body, making the force distribution more uniform and avoiding stress concentration.

The precision of the connecting pieces is mainly reflected in the hole position and flatness. The accuracy of the hole position determines the consistency of the shape with the main body after installation, while the flatness ensures a good fitting effect between the connecting piece and the main body, further improving the stability of the overall structure.

Other Accessories: Handle
As the part where the shooter holds the compound bow, the handle design directly affects the comfort, stability, and controllability during shooting. Its size must also conform to ergonomics to ensure that the shooter holds it naturally and comfortably. Common handle materials include aluminum, solid wood, and plastic. CNC machining can accurately mill complex shapes and details to ensure the dimensional accuracy of the handle. After surface treatment processes such as anodization, not only the surface quality is improved, but the rich anodized colors also provide more options for appearance design.

The handle is connected to the main body via screws. Therefore, before machining, the weight and contour accuracy of the handle must be fully considered. A large number of hollow designs can be used to reduce the handle weight, but it should be noted that large-area hollowing may easily cause handle deformation. Even slight deformation may affect the gap between the handle and the main body after installation, leading to problems such as dust accumulation. Therefore, for such accessories with large-area hollowing, stress relief treatment must be performed after rough machining to eliminate internal stress in the material, avoiding deformation caused by stress release during subsequent use, and thus ensuring the precise assembly of the handle with the main body and the overall performance stability of the compound bow.

Surface Treatment
Different parts of the compound bow require different surface treatments based on their properties. The most common surface treatments include anodization, electroplating, painting/coating, color finishing, and nitriding.

Anodization: Not only enriches the color of parts but also reduces part wear.
Electroplating: In addition to improving surface quality, it effectively prevents scratches and enhances corrosion resistance in humid environments.
Painting/Coating: Prevents parts from rusting and oxidation, and this process is more oriented to customized personalization requirements.
Color Finishing: Serves decorative and scratch-resistant purposes, while also protecting the internal material from UV erosion.
Nitriding: Improves surface hardness and better reduces the friction coefficient between the cam and the bowstring.

Inspection
The inspection of compound bows includes two parts: part inspection and finished product inspection. Part inspection ensures the assembly accuracy of the compound bow, while finished product inspection ensures the testing accuracy after assembly.
Part Inspection
After CNC machining, comprehensive inspection is required to ensure that the part accuracy and performance meet standards. Any part that fails to pass the inspection must be reworked. GREFEE insists on conducting a full inspection of all dimensions for each part after machining, including manual inspection and equipment inspection. Manual inspection mainly targets simple external dimensions and surface requirements of parts (such as tool marks and burrs). For the inspection of special profiles and hole positions, high-end inspection equipment is used—for example, a coordinate measuring machine (CMM) is used to inspect the positional accuracy and concentricity of all holes on the main body; digital display equipment is used to inspect the diameter of all shaft holes, ensuring that each part meets the requirements before entering the next process.

Finished Product Inspection:Finished product inspection includes full-dimensional review, adaptability testing, and simulation testing.
Full-Dimensional Review: Mainly checks whether each assembled compound bow meets the assembly requirements. More than 20 key dimensions of each set of compound bows need to be reviewed (such as the length of the main body, cam hole diameter, and hole spacing). All data must be compiled into a report to ensure 100% compliance with requirements.
Adaptability Testing: Ensures the dimensional stability of the finished compound bow in different environments. The test requires placing the finished compound bow in a high-low temperature chamber for 10 cycles of testing. Only when the dimensional deviation does not exceed 0.03mm can the product pass the test.
Simulation Testing: The final guarantee before the finished product is shipped. All compound bows must pass draw weight testing and shooting accuracy testing before packaging.
Part Packaging
For individual unassembled parts, GREFEE achieves the highest standards in transfer between departments. All parts that pass inspection must be fully protected—metal parts are packaged in blister boxes, while stabilizers are hermetically packaged in PE bags.

For high-precision compound bows, packaging protection is the final guarantee for high-precision components to reach customers in good condition. Therefore, the packaging link also requires precision design. GREFEE has customized double protection packaging solutions (inner and outer packaging) for compound bows based on their structural characteristics and precision requirements, minimizing the risk of deformation caused by collision and vibration during transportation and fully protecting product quality.
Outer Packaging
5-layer reinforced waterproof honeycomb cardboard is used, which has both ultra-high impact resistance and waterproof performance: the honeycomb structure can effectively disperse external impact, avoiding extrusion damage to internal products caused by transportation bumps; the waterproof coating can resist the impact of humid environments, preventing the cardboard from becoming damp and soft and losing its protective ability.

Inner Packaging
The inner lining is made of EVA foam, which is cut according to the shape of the compound bow to create a shape that perfectly matches the components. The compound bow is firmly fixed in the exclusive card slot to avoid wear caused by shaking. This provides comprehensive and secure protection for the compound bow, ensuring that each compound bow is delivered to the customer in perfect condition, reflecting our ultimate pursuit of product quality and user experience in every detail.

Finished Product Display

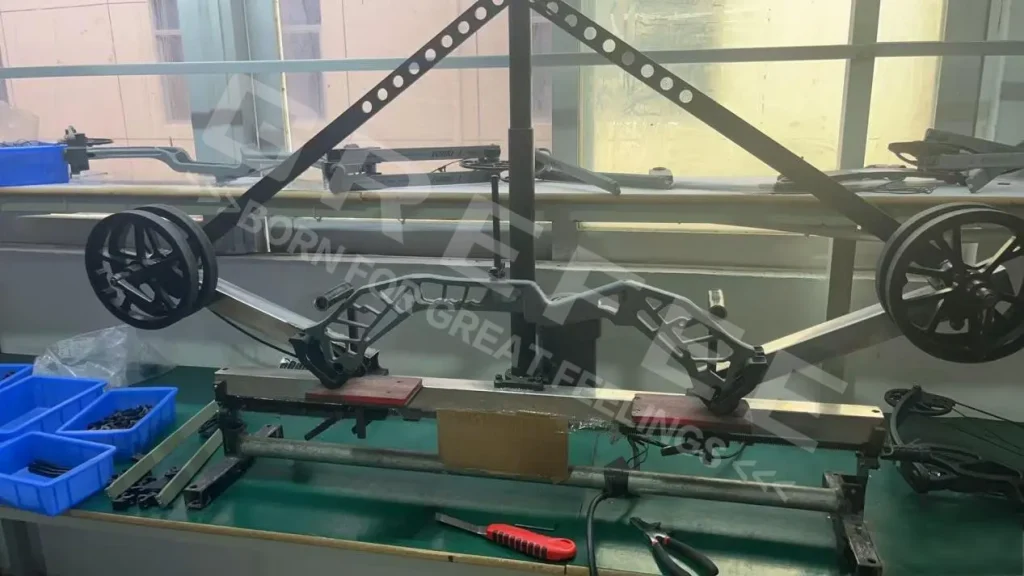
Detail Display

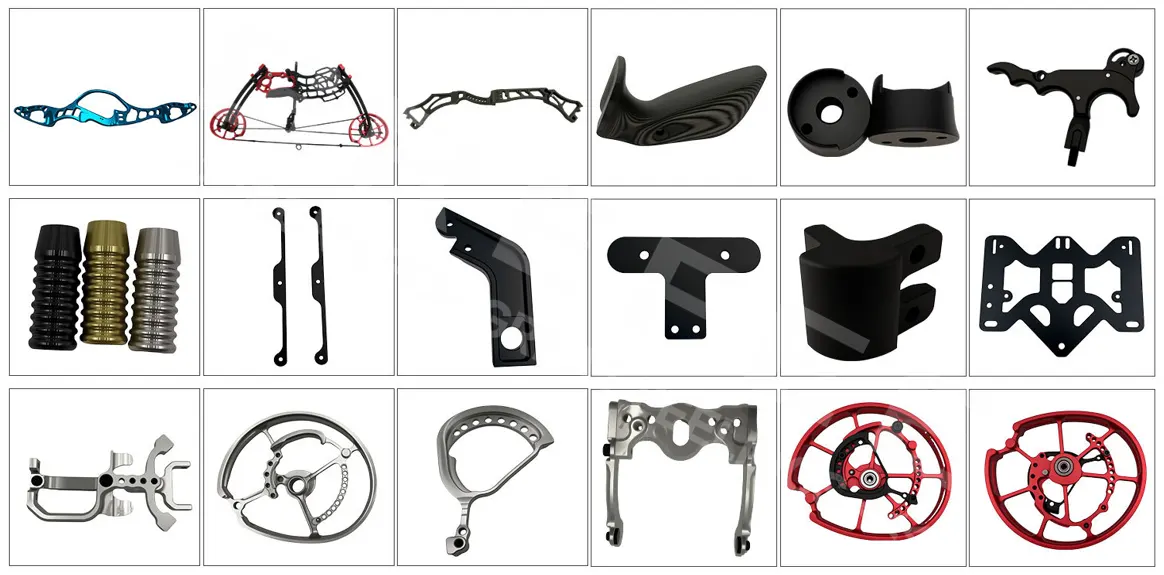
Part Display

MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?

Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.