Customization Case of Electrical Parts

Posted on : August 1st, 2025,By GREFEE
Created by: Felix Position: Project Director

Introduction
In May 2025, GREFEE received an order from a European electrical customer for a batch of customized high-voltage electrical equipment, including 9 sets of large-diameter circuit connection parts with different specifications. These parts are made of T2 copper, and the customer explicitly required that the tensile strength of the material should not be less than 250MPa. In addition, material certification and tensile strength verification must be provided.

Project Requirements:
Due to long-term cooperation with GREFEE, the customer trusts GREFEE’s quality and delivery time. Regarding the delivery time specified by the customer, a third-party testing agency was appointed for electrical testing, and the cost of third-party testing is extremely high. Each day of delay will incur huge additional costs. To effectively protect the customer’s rights and interests, GREFEE must ensure the qualified delivery of products within the extremely short period specified by the customer.
Material Properties
The core advantages of T2 red copper lie in its high electrical and thermal conductivity, excellent plasticity, and corrosion resistance. However, its strength is relatively low, making it more suitable for fields with high requirements for electrical and thermal properties but moderate requirements for mechanical strength.
High Purity: It has extremely high purity with a copper content of ≥99.90%. The low impurity characteristic avoids the formation of brittle compounds and ensures the uniformity and stability of the material.
Excellent Conductivity: T2 red copper has excellent electrical conductivity, with a conductivity of 98%~100%, making it the ideal material of choice in the electronics and electrical fields. It also has very good thermal conductivity and can be used in heat-dissipating components such as radiators and heat exchangers.
Good Mechanical Properties: Mechanical properties include plasticity and strength. In the unannealed state, the elongation of T2 red copper is ≥30%, which can adapt to various processing techniques such as stamping, stretching, and bending. After annealing, the tensile strength is about 200~250MPa, which can meet the mechanical requirements of most structural parts.

Application Fields
Electrical Field: Conductive components of high-voltage electrical equipment (such as circuit connection parts, busbars, contacts), wires and cables, etc.

Electronic Field: Heat sinks, connectors, lead frames, etc

Mechanical Field: Components of precision instruments, bellows, gaskets, etc.
Automotive Field: New energy vehicle battery modules, battery connection copper bars.

Raw Material Inspection
Raw materials are the primary factor ensuring the quality of GREFEE products. First of all, we have a very strict audit process for raw material suppliers. At the same time, we have a complete material inspection process upon warehousing. According to different materials, all materials are comprehensively inspected in accordance with standard procedures to ensure zero error in raw materials.

Mold Design
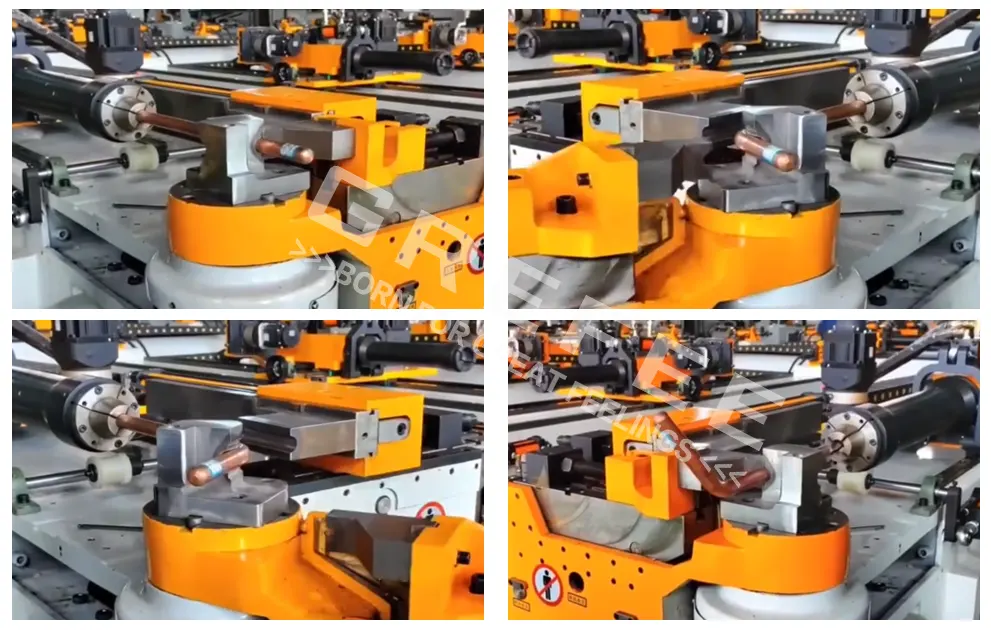
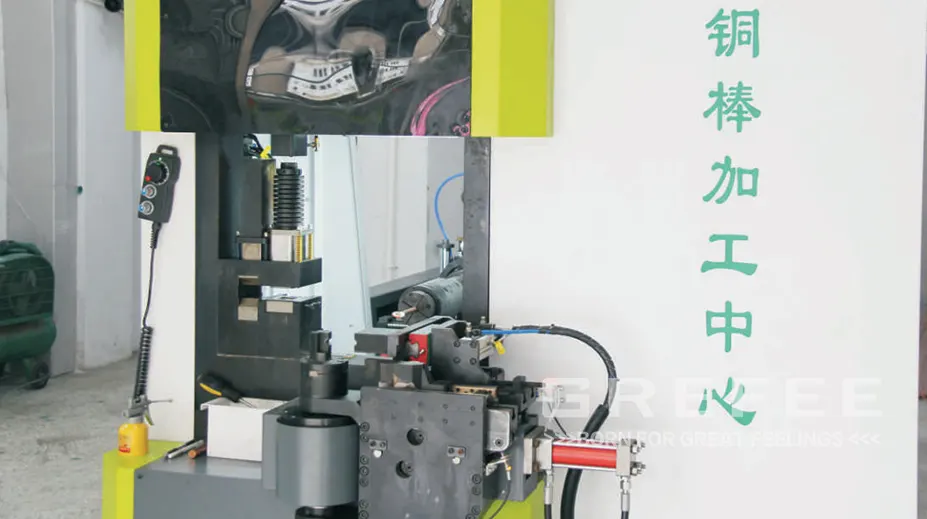
1、Swing Die
This design can flexibly adjust the die angle according to the deformation trajectory of the material during the bending process, reduce the rigid contact between the material and the die, and reduce the probability of bending cracks. When processing large-diameter T2 copper rods, the swing of the die can better adapt to the flow of the material, avoid local stress concentration, and is suitable for processing scenarios with complex bending angles. The disadvantage is that the bending accuracy is poor, and the bending angle needs to be corrected multiple times afterward.
2.CNC Bending Mold
Combined with CNC technology, the motion accuracy of the mold can be controlled within ±0.01mm, which can accurately achieve the preset bending angle and size. The CNC system monitors and adjusts the bending process in real time, which can timely compensate for errors caused by material springback, ensure the consistency of multi-batch production, and greatly improve production efficiency and product qualification rate.

Common Bending Problems:
1.Bending Cracks:
Although T2 copper has good plasticity, during the bending process, if the material contains impurities, the bending radius is too small, or the die edge is worn, cracks may appear at the bending part. In addition, if the material is not properly annealed and has large internal stress, it is also prone to cracks.
GREFEE’s Solutions
Material: Strictly control the quality of raw materials to ensure their purity meets the standards.
Design: Reasonably design the bending inner radius according to the material thickness, and it is generally recommended that the bending inner radius is not less than 1.2 times the material thickness.
Inspection: Regularly inspect the die edge. We require that the die edge be inspected before each batch of bending to ensure that problems are found in time and worn parts are repaired or replaced.
2、Surface Scratches
The surface of T2 copper is relatively soft. During the bending process, friction between the material and the mold, burrs or foreign objects on the mold surface may cause surface scratches, affecting the product’s appearance and performance.
GREFEE’s Solutions
For parts with special surface requirements, the mold surface needs to be polished to remove burrs, and the mold surface is plated with hard chromium to reduce the friction coefficient between the copper rod and the mold. During the bending process, use a special lubricant regularly to reduce direct friction between the material and the mold. Clean foreign objects on the mold surface regularly to avoid scratching the workpiece.
3.Bending Springback
T2 copper has a certain elasticity, and springback will occur after bending, resulting in a deviation between the actual bending angle and the target angle, which affects the dimensional accuracy of the product. The amount of springback is affected by various factors such as material thickness, bending angle, and bending force.
GREFEE’s Solutions
Springback requires an over-bending compensation design. A certain angle compensation amount is reserved in the mold design, and the amount of compensation depends on various factors such as material, diameter, and angle. This requires engineers to have rich experience. At the same time, appropriate equipment bending parameters are formulated according to the bending compensation formula. During the bending process, the bending process parameters are optimized, and the pressure holding time is appropriately extended to make the material fully shape, thereby reducing the springback of the bent material. Obtain springback data through trial molding and establish a springback compensation model to finally improve the bending accuracy of parts.
4.Dimensional Accuracy
In addition to springback, inaccurate mold positioning, uneven bending force, and fluctuations in material thickness may cause the dimensional accuracy of bent parts to fail to meet requirements.
GREFEE’s Solutions
Optimize the mold positioning device and adopt high-precision positioning blocks and guiding mechanisms to ensure accurate material positioning
Adjust the bending equipment to ensure uniform and stable bending force
Strictly control the thickness tolerance of raw materials to avoid the impact of material thickness fluctuations on dimensional accuracy
Conduct real-time measurement during production and adjust process parameters in a timely manner.
Key Inspections After Bending
1.First Article Inspection
At the beginning of each batch production, conduct a comprehensive inspection on the first bent part, including dimensional accuracy, bending angle, surface quality, etc. Mass production can only be carried out after confirming that it meets the design requirements. First article inspection is an important link to ensure the quality of subsequent products, which can timely find and adjust problems in the initial stage of production.

2.In-Process Sampling Inspection
During mass production, conduct sampling inspections at a certain frequency and randomly select some products for inspection. The content of sampling inspection is the same as that of first article inspection. Customized inspection fixtures can quickly detect whether parts meet the design requirements and also quickly find problems with parts, such as whether the mold corner is worn, whether the mold surface coating is missing, etc. Through in-process sampling inspection, abnormal situations in the production process can be found in time to prevent the mass production of unqualified products.
3.Equipment and Mold Calibration
Regularly calibrate the bending equipment and molds to ensure that the equipment operating parameters are accurate and the mold accuracy meets the requirements. The accuracy of equipment and molds directly affects the quality of bent parts, and the calibration cycle can be determined according to the production frequency and product accuracy requirements.
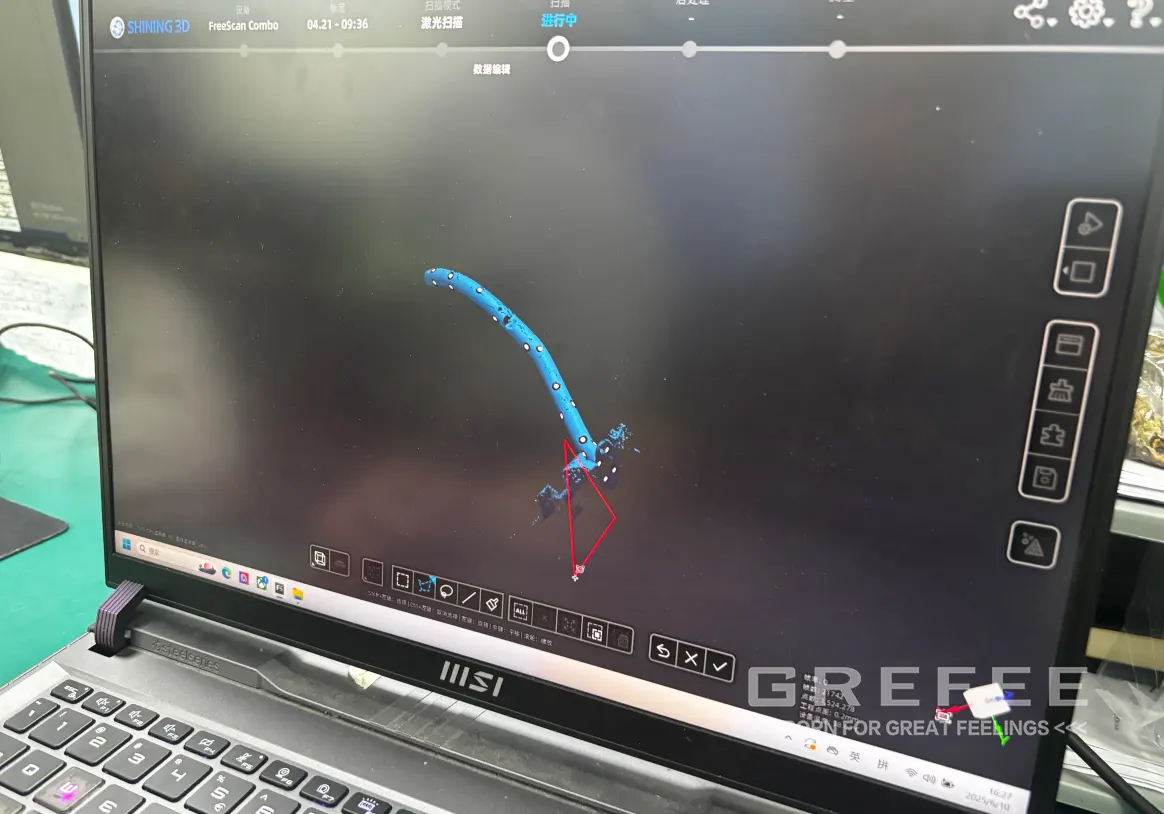
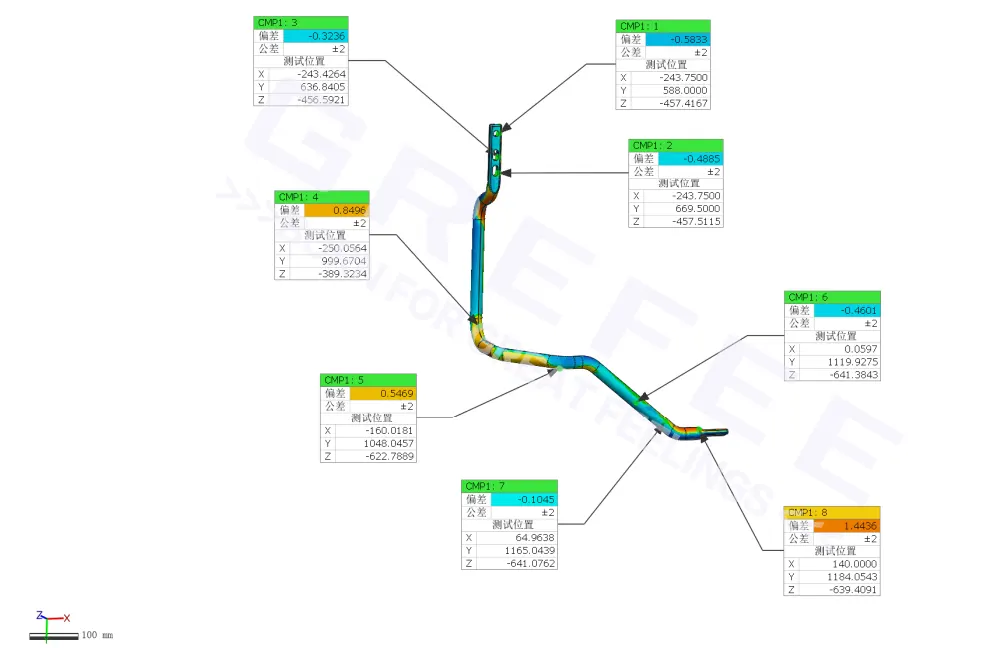
4.3D Scanning Full Inspection
Use 3D scanning technology to conduct a full-range scan of the bent parts, obtain their 3D models, and compare them with the design models to detect the shape and size deviations of the products. 3D scanning has the characteristics of high precision and high efficiency, which can fully reflect the quality status of products. GREFEE requires that the proportion of parts fully inspected by 3D scanning in the production sampling inspection of large quantities of special-shaped parts should not be less than 3%.
5.Inspection Report
Record all inspection results and generate a detailed inspection report. The inspection report should include product information, inspection items, inspection data, qualification status, etc., to provide a basis for product quality traceability. At the same time, submit the inspection report to the customer so that the customer can understand the product quality status.
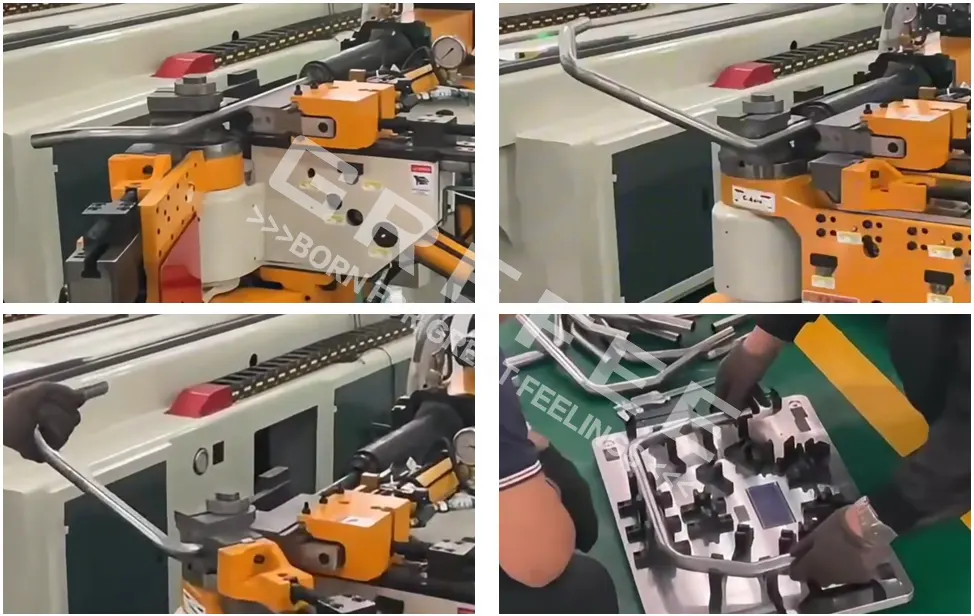
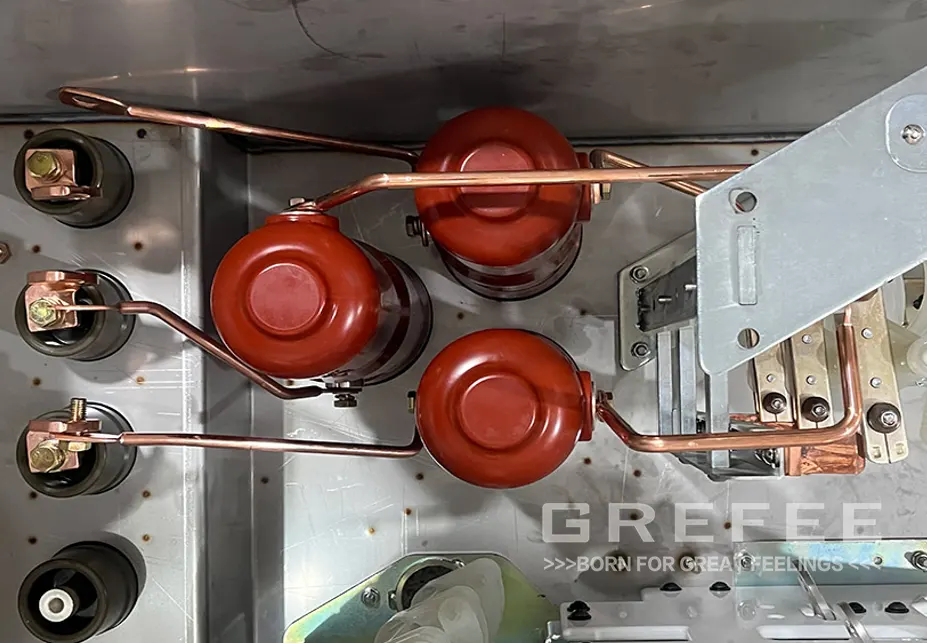
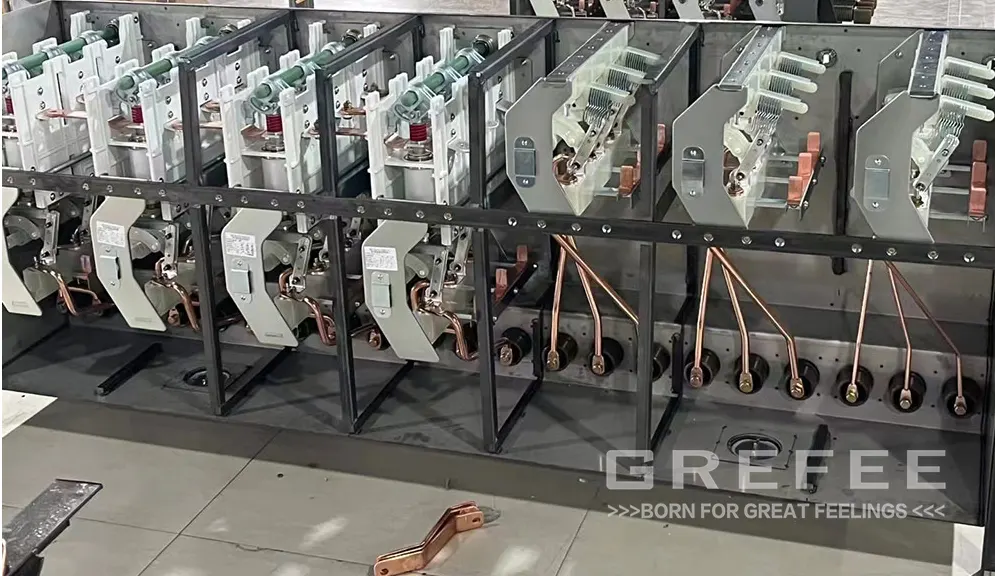
Assembly
After 20 days of precision manufacturing and strict inspection, we successfully delivered 9 sets of qualified products to the customer. Subsequently, these products underwent comprehensive testing and verification by a third-party agency. The final test results confirmed that the products customized by GREFEE for the customer not only fully met the quality standards but also accurately met the design requirements
In the email with the assembly video, the customer specifically mentioned: “Sincerely thank the distant GREFEE team for their strong support—not only for creating qualified parts for us but also for efficiently completing the delivery and third-party testing within such a tight time. This achievement is crucial for us, as it has added a key advantage in winning end-customer orders, and we are full of expectations for future cooperation. At the same time, we are eager to carry out more in-depth and extensive cooperation with GREFEE.”
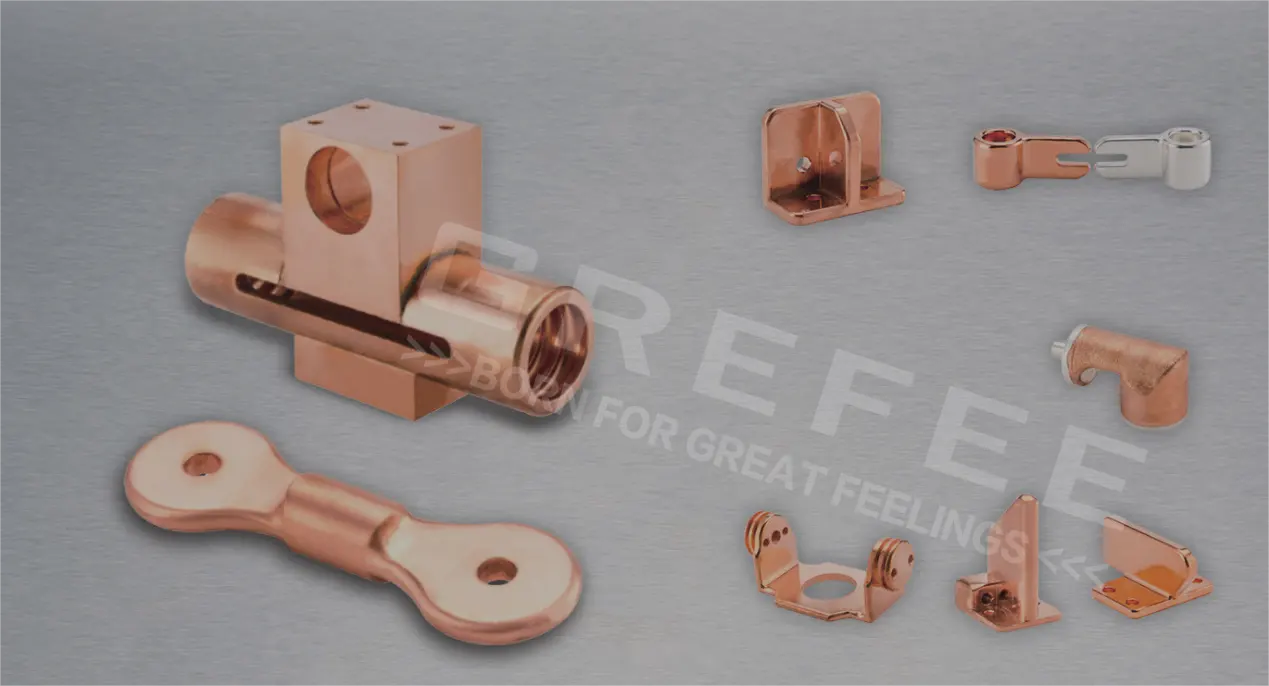
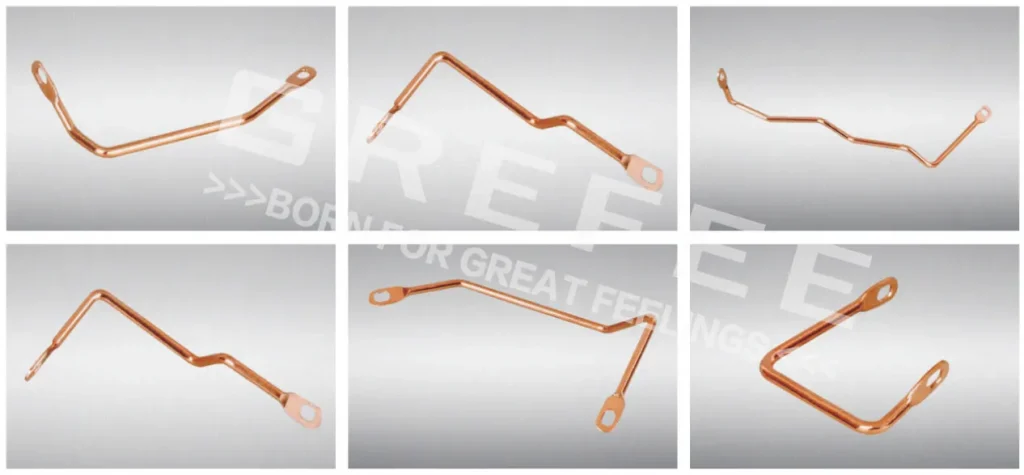
Finished Product Display

In addition to the above-mentioned large-diameter T2 copper circuit connection parts, GREFEE also provides a variety of precision bent products for the power and other fields, such as hollow copper pipes in automotive equipment, faucets in household products, and core refrigeration hollow pipes in air-conditioning equipment.

The design of T2 copper bending molds is a comprehensive technical work. From material selection, structural design to process debugging and mold maintenance, each link is closely connected. Only by combining theoretical knowledge with practical experience and continuously optimizing and improving can we design efficient and stable bending molds, produce high-precision T2 copper bent parts, and meet the growing needs of various industries.
With years of bending processing experience and advanced technical equipment, GREFEE can provide customized power bending product solutions according to the different needs of customers, ensuring reliable product quality and excellent performance, and providing strong support for the development of the power industry
With its persistent pursuit of craftsmanship and in-depth integration of cutting-edge technology, the power products created by GREFEE demonstrate quality in every detail and witness strength in every application. Regardless of the size of the project, we will provide perfect solutions for your needs with excellent bending technology.

MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?

Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.