Selection Logic of the Four Major Casting Processes

Posted on : October 9th, 2025,By GREFEE
Author: Leonard, Position: Manufacturing Supervisor
In the process of product R&D and manufacturing, selecting the right casting process is a crucial step to ensure product quality, cost, and delivery cycle. Die casting, gravity casting, lost-wax casting, and sand casting are four mainstream casting methods, each with its own unique characteristics, technical features, and applicable scenarios.
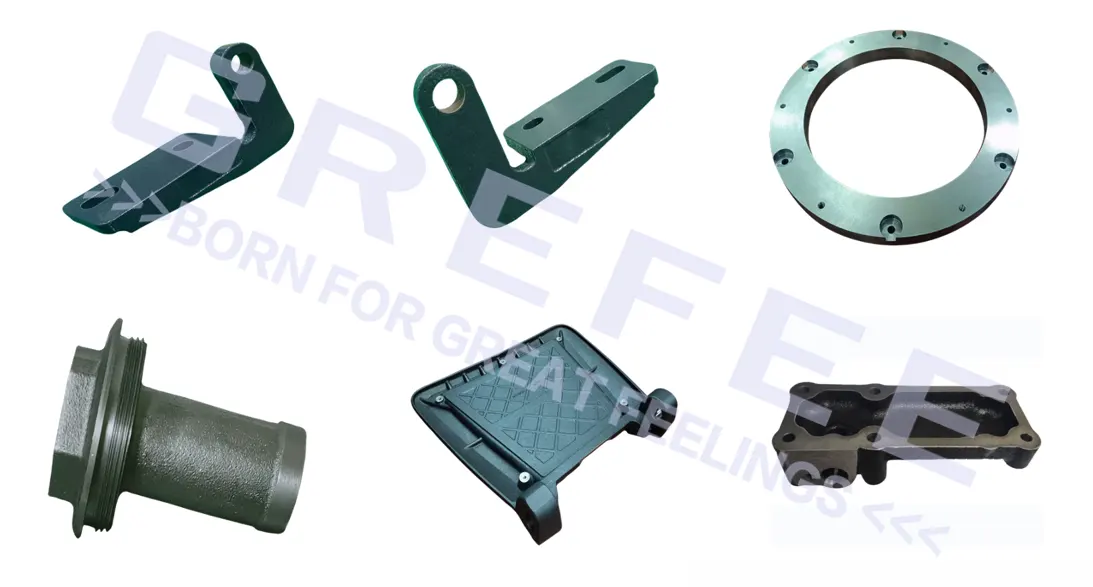
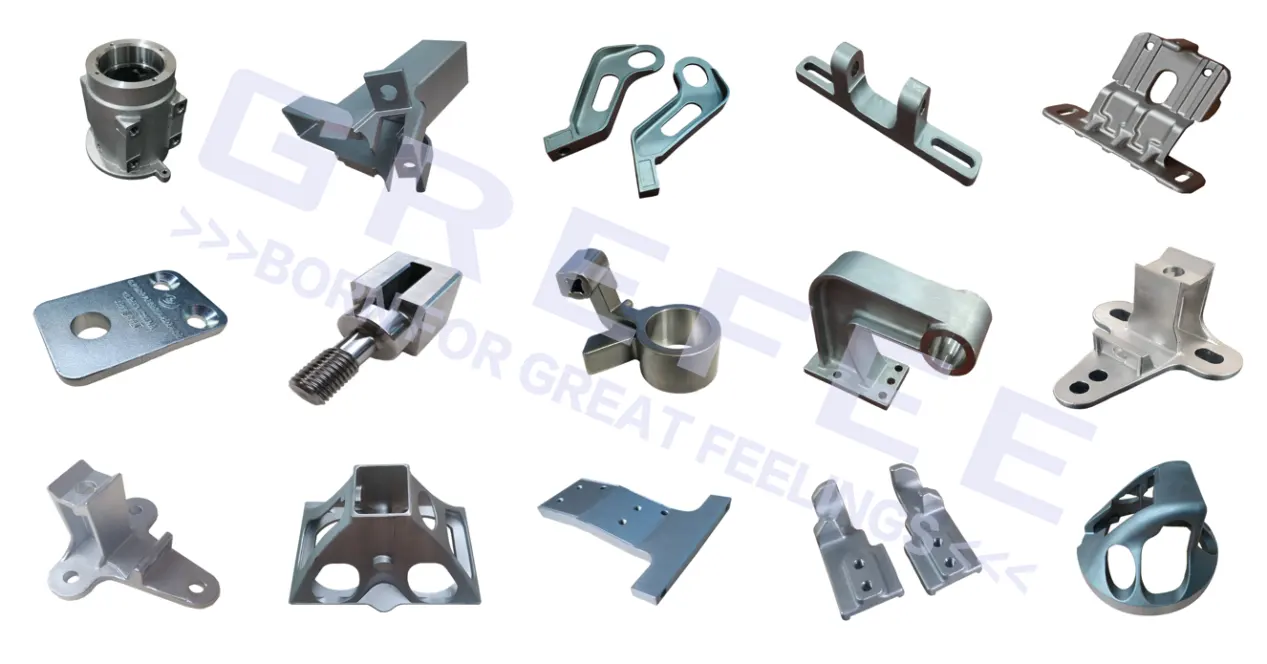
As an established supplier with years of experience in the global casting industry, GREFEE has accumulated decades of technical expertise and project experience, covering all scenarios of the four major mainstream processes: die casting, gravity casting, investment casting, and sand casting. From precision aluminum alloy components for automobiles to high-melting-point alloy structures for aerospace, and from small-to-medium batch castings to large ferrous metal structural parts weighing several tons, we have provided stable and efficient casting technical support and production solutions to thousands of enterprises worldwide.
This article provides a clear decision-making guide from three core dimensions—material compatibility, deformation control capability, and product feature matching—to help you find the optimal casting solution.
Quick Overview:
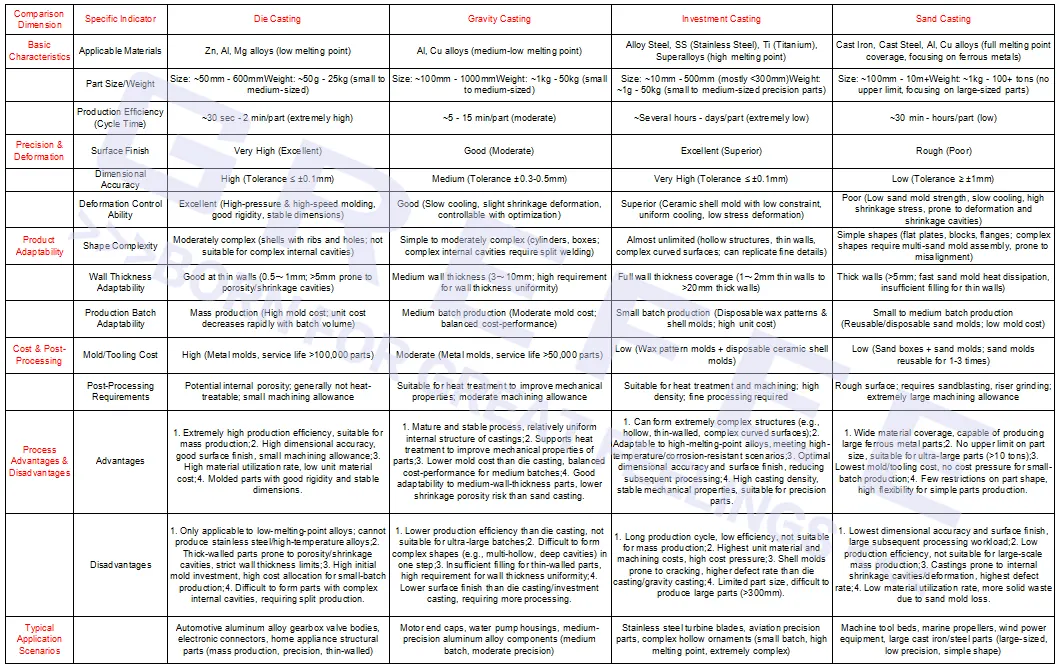
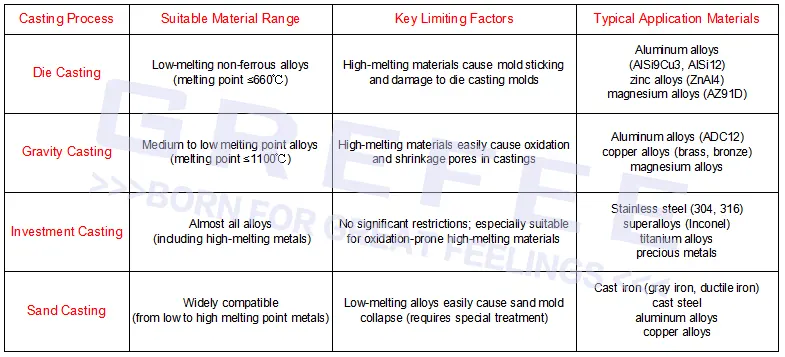
The following are the core features of the four processes to help you quickly select a process:
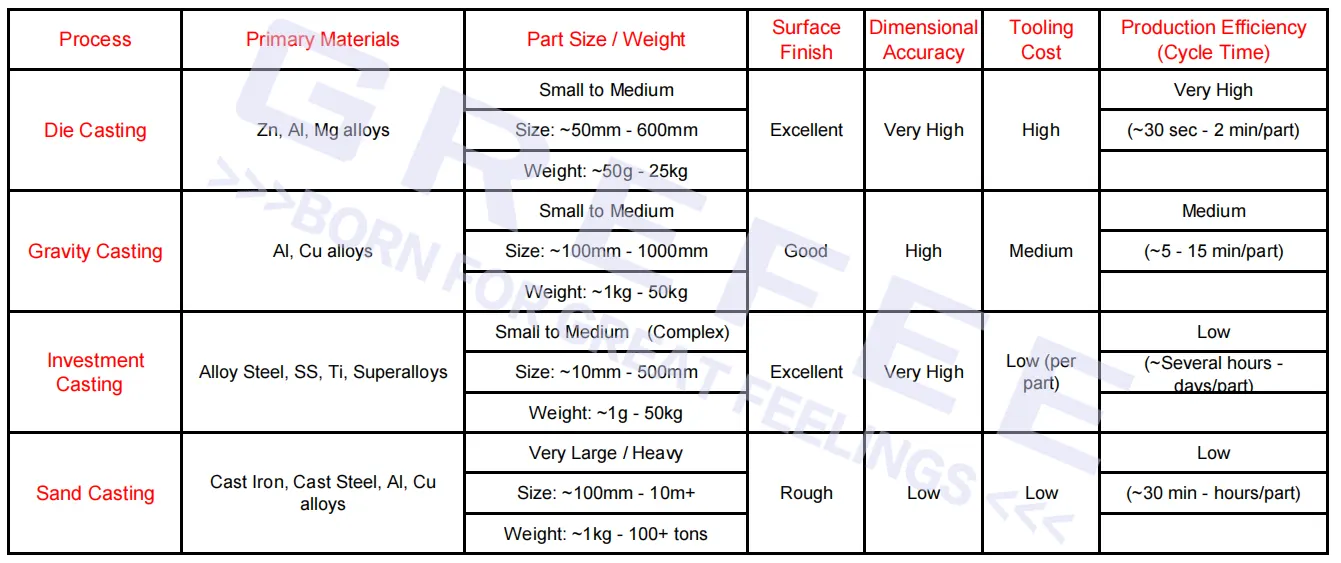
Material: The First Screening Criterion
Different processes vary greatly in alloy compatibility. The selection of a casting process is first limited by material properties—melting point, fluidity, oxidizability, etc., all directly affect process feasibility, making this the first screening step.
For low-melting-point materials (e.g., aluminum alloys, zinc alloys): Prioritize die casting or gravity casting
Reason: These materials are more suitable for mold-based production. Die casting is ideal for mass production, while gravity casting offers moderate costs and a shorter mold manufacturing cycle compared to die casting
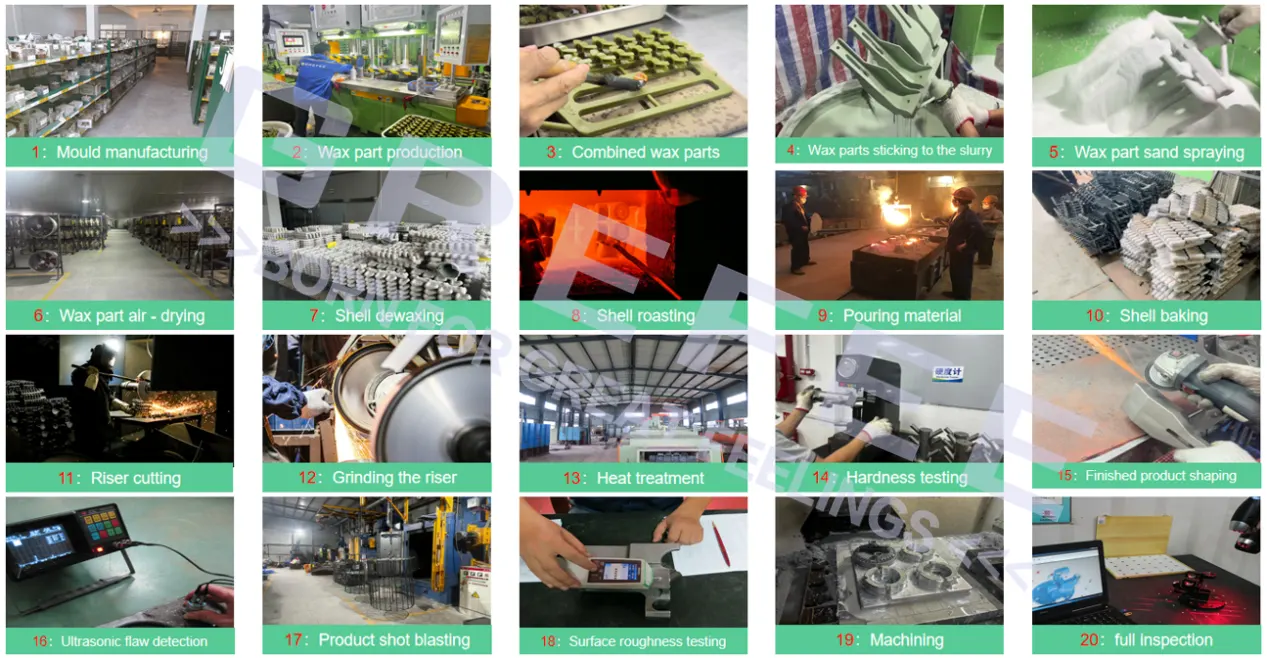
For high-strength, high-melting-point materials (e.g., stainless steel, superalloys): Directly select investment casting.
Reason: High-melting-point materials are harsh on molds—molds must withstand the impact of high-speed, high-pressure molten metal, leading to significantly reduced mold life. However, investment casting uses ceramic shell molds (due to its unique process flow) that can withstand extremely high temperatures. Additionally, since the molds are disposable, there are no draft angle restrictions, making it ideal for complex high-melting-point metal parts. Filling relies on gravity, enabling the production of aluminum parts with better density and mechanical properties than die casting
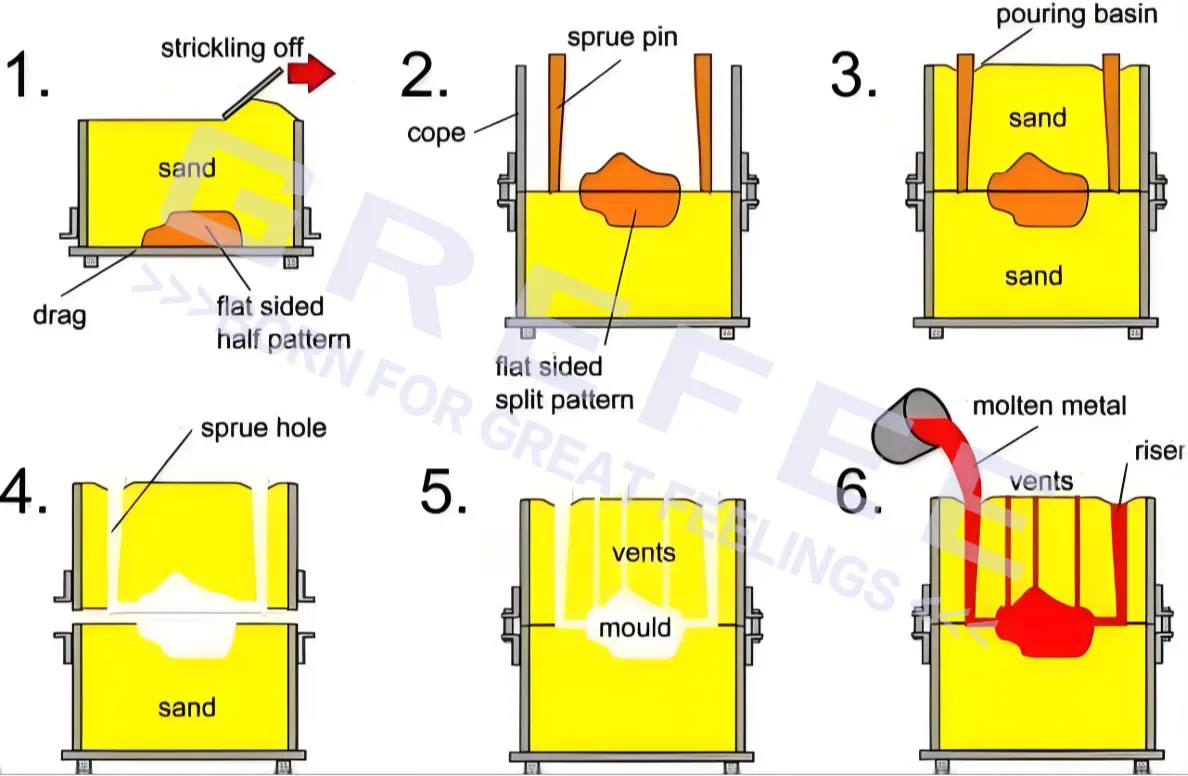
For traditional ferrous metals (e.g., cast iron, cast steel) (especially for medium-to-large castings): Sand casting is the cost-effective choice.
Reason: Sand molds are simple to manufacture, low-cost, and have fast lead times. They can withstand the erosion of high-temperature molten iron and steel, making them the first choice for large ferrous metal castings.
Deformation Control: Precision Requirements Determine the Process.
The deformation and dimensional accuracy of castings directly affect subsequent processing costs (e.g., whether extensive machining is required for product correction). The inherent characteristics of different processes determine their deformation control capabilities.
Deformation and Post-Processing.
Die Casting:Deformation control: Excellent. High-pressure, high-speed molding results in parts with good rigidity, stable dimensions, and minimal deformation.
Post-processing: Due to rapid cooling, internal porosity may exist; heat treatment is generally not feasible. Subsequent machining allowances are small.
Gravity Casting:Deformation control: Good. Cooling speed is slower than die casting, leading to slight shrinkage deformation during solidification, which can be controlled through mold design and process optimization.

Post-processing: Highly suitable for heat treatment to enhance mechanical properties. Subsequent machining allowances are moderate.
Investment Casting:Deformation control: Superior. Ceramic shell molds exert low constraint on castings during cooling, ensuring uniform cooling and minimal stress-induced deformation.
Post-processing: Highly suitable for heat treatment and machining. Products have high density and excellent performance.

Sand Casting:Deformation control: Poor. Sand molds have low strength, and castings cool slowly, resulting in high shrinkage stress and a tendency to develop defects such as deformation and shrinkage cavities.
Post-processing: Sand castings have rough surfaces and require extensive cleaning (e.g., sandblasting, riser grinding). Machining allowances must be sufficiently large to accommodate correction and cutting.

Selection Logic
For precision parts (e.g., automotive transmission valve bodies, electronic connectors) requiring a tolerance of ≤ ±0.1mm: Prioritize die casting or investment casting.
For medium-precision parts (e.g., motor end caps, water pump housings) with a tolerance of ±0.3-0.5mm: Gravity casting offers better cost-effectiveness.
For low-precision, large structural parts (e.g., machine tool beds, large valve bodies) where significant deformation is acceptable (subsequent machining can correct it): Sand casting is more suitable

Product Features: Matching Shape, Size, and Batc
A product’s shape, application, and production requirements determine the final production process. Key factors to focus on include shape complexity, part wall thickness, size, and production batch:
Shape:
Die Casting: Suitable for moderately complex shapes (e.g., shells with ribs and holes); not suitable for complex internal cavities.
Gravity Casting: Suitable for simple to moderately complex shapes (e.g., cylinders, boxes); complex internal cavities require split casting followed by welding.

Investment Casting: Almost no restrictions—can achieve hollow structures, thin walls, and complex curved surfaces; wax patterns can accurately replicate fine details

Sand Casting: Suitable for simple shapes (e.g., flat plates, blocks, flanges); complex shapes require assembly of multiple sand molds, which may lead to mold misalignment.
Wall Thickness
Die Casting: Excels at thin-walled parts (0.5~1mm); parts with wall thickness >5mm are prone to porosity or shrinkage cavities

Die Casting: Excels at thin-walled parts (0.5~1mm); parts with wall thickness >5mm are prone to porosity or shrinkage cavities

Investment Casting: Full wall thickness coverage—can handle both thin walls (1~2mm) and thick walls (>20mm)

Sand Casting: Suitable for thick-walled parts (>5mm); sand molds dissipate heat quickly, causing molten metal fluidity to decrease rapidly, making thin-walled parts difficult to fill

Size
1:Die Casting: Suitable for small-to-medium parts; most parts are no larger than 500mm. Larger sizes require larger machine tonnages.
2:Gravity Casting: Suitable for parts smaller than 1000mm; oversized parts make mold handling difficult and lead to uneven filling.
3:Investment Casting: Suitable for small-to-medium precision parts; sizes generally do not exceed 300mm.
4:Sand Casting: No upper size limit—can produce large parts up to several meters (e.g., marine propellers, wind power equipment components).

Production Batch
1:Die Casting: Suitable for mass production. Mold costs are high, but unit costs decrease rapidly with increasing batch volume.
2:Gravity Casting: Suitable for medium-batch production. Mold costs are moderate, offering a balanced cost-performance ratio.
3:Investment Casting: Suitable for small-batch precision parts. Wax patterns and shell molds are disposable, resulting in high unit costs.
4:Sand Casting: Suitable for small-to-medium batches. Sand molds can be reusable or disposable, with low mold costs

Summary
Meterials
1:For low-melting-point alloys (e.g., aluminum, zinc): Choose die casting or gravity casting.
2:For high-melting-point alloys (e.g., stainless steel, superalloys): Choose investment casting.
3:For cast iron or cast steel: Choose sand casting.

Precision
1:For a tolerance of ≤ ±0.1mm: Choose die casting or investment casting.
2:For a tolerance of ±0.3~0.5mm: Choose gravity casting.
3:For a tolerance of ≥ ±1mm: Choose sand casting.
Shape and Wall Thickness
1:For complex, thin-walled parts: Choose investment casting.
2:For moderately complex, thin-walled parts: Choose die casting.
3:For moderately complex, medium-thick-walled parts: Choose gravity casting.
4:For simple, thick-walled, large parts: Choose sand casting.
Batch
1:For mass production: Choose die casting.
2:For medium-batch production: Choose gravity casting/sand casting.
3:For small-batch precision parts: Choose investment casting.
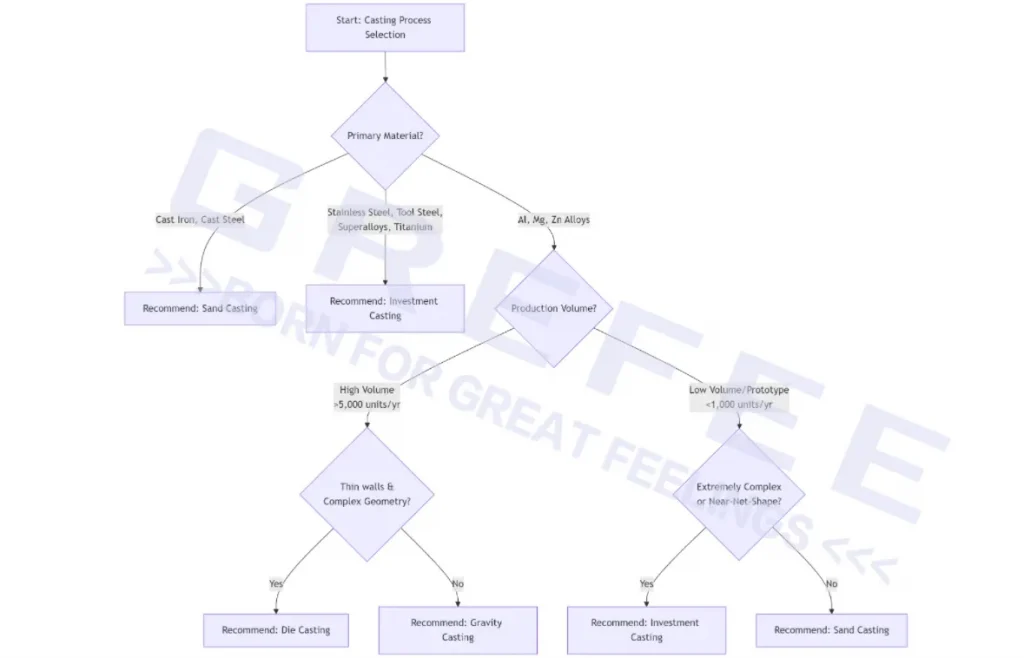
By cross-screening these four dimensions, you can quickly narrow down the process options. For example.
Most aluminum alloy automotive transmission parts (mass production, moderately complex, thin-walled, tolerance ±0.1mm): Choose die casting..

Stainless steel turbine blades (small batch, extremely complex, thin-walled, high melting point): Choose investment casting.

Large cast iron machine tool beds (small batch, simple shape, thick-walled, low precision): Choose sand casting.

Surface Treatment
1:Die Castings:Typical materials: Aluminum, magnesium, and zinc alloys.
Features: High surface finish and precision, ideal for fine surface treatment.
Common surface treatments:
1.1:Sandblasting/Shot Blasting: Improve surface quality, resulting in a more attractive and textured surface.
1.2:Anodizing: Only applicable to aluminum die castings; enhances corrosion and wear resistance. For high surface quality requirements, only material ADC12 can be used
1.3:Electroplating: Commonly used for furniture parts (e.g., faucets, door handles, lamp bases) to improve aesthetics and durability
1.4:Spray Coating: The most widely used option for die castings, offering a wide range of colors. Widely used in automotive and electronic product housings.

2:Gravity Castings
Typical materials: Aluminum and copper alloys.
Features: Medium surface finish; parts have good internal density, making them suitable for performance enhancement via heat treatment and high-quality surface treatment.
Common surface treatments:
2.1:Sandblasting/Shot Blasting: Similar to die castings, primarily used to improve surface quality.
2.2:Spray Coating: Also commonly used for gravity castings (e.g., automotive wheels).
2.3:Oxidation: Enhances part hardness (common for motor end caps and hydraulic valve bodies).
2.4:Electrophoresis: Primarily used for copper alloy castings to improve surface finish; commonly used for conductive components.

3:Investment Castings
Typical materials: High-melting-point materials such as stainless steel and alloy steel.
Features: High surface finish (surface near finished product quality); can be easily polished to a mirror finish. Suitable for high-end scenarios (e.g., medical devices, food equipment, jewelry)
Common surface treatments:
3.1:Sandblasting: High-melting-point materials have high hardness, limiting sandblasting to surface cleaning rather than decoration.
3.2:Polishing: The greatest advantage of this process; surface finish can reach Ra0.8, suitable for high-precision functional parts.
3.3:Electroplating: Most investment castings can be directly electroplated (e.g., nickel, chrome plating) to increase hardness, wear resistance, and aesthetics. Widely used for bathroom hardware.
3.4:Passivation: A critical process for stainless steel investment castings. Acid pickling and passivation form a dense chromium oxide film on the surface, significantly improving corrosion resistance. Commonly used for medical and food equipment components.

Sand Castings
Typical materials: Cast iron and cast steel.
Features: Focus on heavy structural parts (e.g., large equipment bases, machine tool beds, pipes, flanges, automotive chassis). These parts are usually exposed to the environment, so surface treatment primarily aims for rust and corrosion prevention
Common surface treatments:
4.1:Sandblasting/Shot Blasting: The first step for sand castings; thoroughly cleans the surface to prepare for subsequent coating.
4.2:Phosphating: An important pre-coating process that improves paint adhesion and corrosion resistance. Widely used for automotive chassis.
4.3:Spray Coating: The most common and economical surface protection method for sand castings, offering a wide range of colors (mostly matching brand logos).

Summary of Surface Treatment
Precision parts (die castings, investment castings): Focus on fine treatment; choose anodizing, electroplating, or coating.
Structural parts (gravity castings, sand castings): Focus on corrosion prevention and pre-treatment; choose sandblasting, painting, or phosphating.
High-demand scenarios (aerospace, medical): Require functional treatment; choose shot peening, passivation, or special coatings
Final Conclusion
Selecting a casting process is a systematic engineering task that requires adjustment based on product requirements, cost budgets, and technological developments. The core logic is always “starting from the end”—deriving core indicators from the product’s final application scenario, then conducting four-dimensional screening (material-precision-shape-batch), quantitative cost calculation, and small-batch verification.
In summary, there is no “best” process—only the “most suitable” one. Clarifying the priority of product requirements (materials, batch, complexity, performance) is key to process selection, which ultimately balances quality, cost, and efficiency while meeting product performance standards.
Whether your product is in the process selection stage of R&D (with doubts about material compatibility), facing deformation control or precision optimization challenges in production, or encountering confusion about process feasibility or cost calculation for product features, you can contact us via email at any time.
Simply inform us of your core needs in the email, including (but not limited to) the product’s material type, key parameters in the design drawings, expected production batch, and special performance requirements for the casting based on the application scenario. Our professional technical team will initiate a comprehensive evaluation process within 24 hours: starting with an analysis of material-process compatibility, combining product precision requirements, shape complexity, and batch size to quickly verify the technical feasibility of multiple casting processes. Meanwhile, we will conduct quantitative calculations from dimensions such as mold cost, production cycle, and post-processing procedures to provide you with a clear process comparison plan and transparent price reference—helping you balance quality, cost, and efficiency while meeting product performance standards.
MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?

Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.