Introduction to blistering

Posted on :Dec 23 , 2022 By GREFEE

Blistering is a kind of plastic processing technique, during which the flat PVC, PS, PET and other resin sheets are heated and softened in the blister forming machine, and then vacuum absorbed on the mold surface. It is formed according to the shape of the die, and then stamped into a single product with a knife die on the punch, and finally made into packaged products through folding, punching and other processes during cooling process.

The advantages of it include cheap materials, simple to process, low investment, and considerable profit, which is suitable for packaging small daily necessities, small appliances, toys, food and other commodities, but not products with high buffering requirements and heavy products.

Main production process of blister products
The processing technique of blister products mainly include mold lifting, pulling, punching, folding, hole punching, packaging, which will be described respectively.
1. Mold lifting
After customers received the samples, the plaster mold for proofing is used as the master mold, and after copper electroplating, mold for production is made according to a certain number and position, which is called mold lifting.
The normal molds are divided into three types: plaster mold, copper mold, aluminum mold, of which the plaster mold is mainly used for proofing, which cannot be used for volume production, and the manufacturing time is usually about 24 hours.
Copper mold is to electroplate a layer of copper on the plaster mold, which has multiple advantages, like high strength, high wear ability, and low cost. It is commonly used for production with a manufacturing circle of 100 hours normally, at least 3 days and its service life is approximately 100 thousand times.
When the number is over 1 million, the aluminum mold can be made, which is made of pure aluminum with a high cost and machining manufacturing. it normally takes about 3 days. The advantages of it include high quality, rapid dissipate, high accuracy, long service life. If customers have requirements on accuracy, and if the copper mold cannot meet up the accuracy requirement, even it is a small number, aluminum mold must be made for customers.

2. Pulling
The blister machine heats the raw material roll through the blister forming machine. After vacuum forming and cooling, it is automatically cut to the set size, which is important.
The length of pulling depends on the real needs, from 600~1170mm. Different materials with different thickness have different temperature requirements, so the staff who operating machines requires rich experience. The commissioning test of pulling is normally three pieces. Length of each feeding of the plastic suction machine is called pulling length, which can be adjusted with the mold setting.
3 .Punching
The products after pulling are usually multiple (according to the number of mold setting), requiring to separate them into a single product on a punch with a knife mold, which is called punching.
4. Folding
For products that need to fold the corners on both sides or sides of the blister product to insert paper cards requiring this step, which is completed by the folding machine.
5. Hole punching
If customers have special requirements, this procedure needs to be done when piercing the blister.
6. Packaging
Blister product packaging must be paid attention to according to the requirements of customers, material, shapes and other factors to decide a correct packaging. If customers do not have special requirements, packing and plastic bag are allowed. The operators need to put gloves on during production for products that are white, colorful, easy to be scratched or cannot stick dust or fingerprints.
Material of blistering
Commonly used blister materials include PVC (about 50%, density 1.36 g/cm3), PS (about 30%, density 1.06 g/cm3), PET (about 10%, density 1.39 g/cm3), PP (about 10%, density 0.92 g/cm3).
The maximum thickness of PVC is normally 0.8mm, and PS is normally 1.2mm. Pieces that are thicker than it is hard to pull, which is easy to cause damages to equipment.
The rigidity of PVC sheet is high and is non-inflammable. Hydrogen is generated when burning, which pollutes the environment. PVC is easily to heat. Sealing machine and high cycle edge sealing can be used, which is the main raw material for producing transparent blister products. PVC sheet is the material that is widely used due to its multiple advantages. It includes environmental and non-environmental, which can be made into transparent, colorful, anti-static, gold plated, flocking and other plastic packaging products. It is characterized by high transparency, good surface luster, few crystal points, small water lines, wide use, strong impact resistance, and easy molding, which is widely used in external packaging of toys, food, electronic products, medicine, electrical appliances, gifts, cosmetics, stationery and other products.
PS plates have low density, poor rigidity and is inflammable. It produces styrene when it is burning (which is harmful), so it is normally used to produce the plastic trays used in different industries. It is a new environment-friendly packaging materials developed in recent years. Due to the great excellent thermoforming performance, good environmental protection performance and hygiene performance, it is widely used in medicine, food, toys, electronics.
PET hard sheet has good toughness and is a new material developed in recent years. Due to the great roughness, high strength and high transparency, it can be recycled, re-used, and is flammable. It produces non-harmful gas when burning. It has been gradually replacing PVC as it is more environmentally-friendly. However, due to its high cost, it is more suitable for making high grade blister products. The blister shells in European and American countries generally are made of PET. While, its high hot melting point brings great difficulties to the high cycle packaging.
PETG is produced to fix the high melting point of PET material. The film covered up on the surface of PET is called PETG, which is more expensive, mainly used in electronics, food, toys, color box windows, collar holders, footwear packaging, etc.
Advantages:
1. Great transparency, smooth finish, and good display effect.
2. Outstanding decoration performance, can be printed without surface treatment, easy to press patterns, metal treatment (vacuum metal plating layer)
3. High mechanical strength.
4. Good barrier performance of oxygen and water vapor.
5. Good chemical resistance, can withstand the erosion of a variety of chemical substances.
6. Non-toxic, safe to use in packaging of food, medication, and medical compliances, and Y-ray disinfect is supported.
7. Suitable for environmental protection, which is cost effective and is easy to recycle. When burning the wastes, no environment harmful or toxic substances produced. This type of sheet is deemed as the ideal packaging material for environment protection in align with the ROSH.
PP plate is mainly polypropylene resin with a variety of process color masterbatch, toughener and brightener. It is made with with a bunch of techniques, including mixing, plasticizing extrusion, three roll calendaring, cooling, traction and winding.
It is characterized by non toxic, tasteless, hygienic, high mechanical strength and good barrier, which makes it a perfect material choice used for industry, agriculture, fruit and other industries. The surface of the tray made of PP anti-skid sheet is smooth and beautiful, which make it very popularized. It is also suitable for packaging of high cold resistant frozen food, such as ice cream boxes, dumplings boxes, dumplings boxes, etc.
The advantages of PP blister include: environmental protection, beautiful, silk screen printing, offset printing, bronzing, high temperature resistance, low temperature resistance, high transparency, flexion resistance, easy folding, products that meet the food test standards (or can not), microwave.
The disadvantages of PP include low dimensional accuracy, insufficient rigidity, poor weather resistance, easy to produce “copper damage”, it has the phenomenon of post shrinkage, after de-moulding, easy to aging, brittle, easy to deformation.
The color of material is normally customized, requiring the customers to provide PANTON color code, color following draft, color separation standard if they have specific requirements. Also, customers can also specify the approximate color, and provide the color to the customer according to the product inventory. If the customers have no requirements, normally transparent, colorless and easy to produce material is used. The minimum volume for color sheet order is over 2t. Colored materials are denser than the transparent materials. Flocking materials are generally PS materials with low density. If the density is high, it is easy to produce no pile on some surfaces after stretching.
Normally, bright colored materials are easy to produce and has low requirement in packaging. The light colored materials have a high requirement in packaging as it is easy to see the scratches of light colored materials.
Normally, flocking materials shall be protected from scratches and indentation. When products are put together, the place with tight contact is easy to cause friction and whitening. Places like this require high attention when packaging. If there is strict requirement, protection methods like plastic bag and partition paper can be used. Flocking materials are generally ordered according to the length (meters).
The material is also antistatic, which is obtained by soaking or adding the antistatic content. The later one has a better performance in antistatic. The static value of the anti-static materials is normally 106~1012Ω. In addition, its environmental protection is also outstanding, of which the APET is the most environmentally-friendly one. PVC is recyclable. Normally, the thicker the material, the longer the heating time, the slower the production rates. Conversely, the thinner the material, the faster the production rates. But the length of a roll is also longer.
Blistering mold
Blistering molds include the lower mold, upper mold and knife mold, which are introduced respectively as follows.
1. Lower mold
Lower mold is necessary mold for the blistering production, which includes plaster mold, copper mold, and aluminum mold according to the processing and materials.
If customers have provided samples, drawing, or real products, it is necessary to make a sample adding plaster mold. The plaster powder mixed with water, it becomes hard after dehydration to make a mold in a certain shape, requiring materials and tools such as gypsum powder, drill bit, emery cloth, wood board, etc. As it is hand made, so there will be a 2mm tolerance for the drawing. After the paste mold is made, it can be directly sampled, but is not suitable for volume production. It can be modified after formed. Generally, it is easier to make it smaller than larger.
After customers confirmed, the sample plaster mold can be used as the seed mold (master mold), and multiple sub-modules need to be discharged. The size of sub-molds is almost the same as the master mold, which is about 0.5mm. The lower mold needs to be fixed at the 8mm thick plywood after being formed. It can be done on the mold basin when production is finished. After heating, the sheet will be attached by the vacuum pump after passing through the mold, and adheres on the lower mold, which the product with the same shape as the lower die can be made.
2. Upper mold
Sometimes, the formation of products cannot be achieved only with vacuum suction. It requires a certain external force. Upper mold is not necessary for all the products, but can be made according to the real needs in production. During machine testing, the mold is required for poor blister forming. The operators need to make the upper mold according to the shapes. The material that used for upper mold is usually iron or wood. The contact surface with the product should be wrapped with a soft sponge or flannelette.
3.Cutting mold
For blistering, multiple products can be made from one cavity, then it needs to be cut into finished products according to the size and shape of the product. While, the process that cuts the products is called punching. The used molds are called cutting molds. Its materials can be divided into three types according to the manufacturing process, iron knife, wood sample knife, laser knife mold. The iron knife is thick, so usually is made into regular cutting molds, like rectangular shape, oval shape, etc. however, it is not suitable to be bent. The wood knife required blade which is the beer machine knife mold for color box. It is required to stack a certain number of layers according to the height of the product, sometimes it also needs underlay. For cutting molds require high accuracy, the laser cutting molds can be made, which is similar to the wood molds.
After the cutting mold is completed, the products also need a location, which normally require to fix a product inside the cutting mold. It is convenient for positioning when punching products without the locating products. For the boundless blister products, it often require iron knife to make the cutting mold.
Dimension and tolerance
The dimension of blister can be divided into three types: according to the customer’s sample (mold making is called duplicate mold), mold making according to the drawing, and design according to the real object.
As the blistering shape is often in align with the real object, so it is often irregular. There is a lot of errors in dimension or cannot be marked out when drawing. Thus, manufacturing according to drawing have a large certain tolerance. For the certainty, it must be equipped with real object for trial assembly. The size tolerance of the products made by sample replica is not large.
The thickness tolerance is normally 0.1mm, and the products tolerance is ±2mm. Causes for tolerance include:
1. Due to manual mold lifting, which is normally lower than 2mm.
2. The master mold duplicated sub-molds will produce tolerance, and is less than 0.5mm normally.
3. Due to different materials, different blister temperature, which is normally less than 0.1mm.
4. The tolerance of thickness can be decided according to the real situation. The greater the same area is pulled, the thinner this block becomes. Different operators and different temperature will also cause a difference.
The first one of the above reasons is the main cause for the tolerance in dimension, but the mold can be modified, so it can be controlled within 2mm normally.
What needs to be specified is that the thickness of material is 0.05mm smaller than that of the real products. Even though the thickness of products may be much smaller than that of material when the surface area of finished products is much larger than that of materials and vice versa. Generally, the normal difference is 0.05mm. Blistering is tailored products, which must be tested with the real objects.
Draft angle
Products that is stamped with molds all require the draft angle in designing, which is the same for blistering. Generally, the draft angle of blistering is 3°and it will cause the dimension of upper surface is smaller than that of the lower surface, like if the blister is placed in a box, there will be a gap between the upper surface and the box wall.
When the draft angles are same, the size of clearance is related to the height. Calculated formula is:
d=h×tgθ
where :d—— clearance size on each side;
h——height of blistering
θ——draft angle is normally 3°.
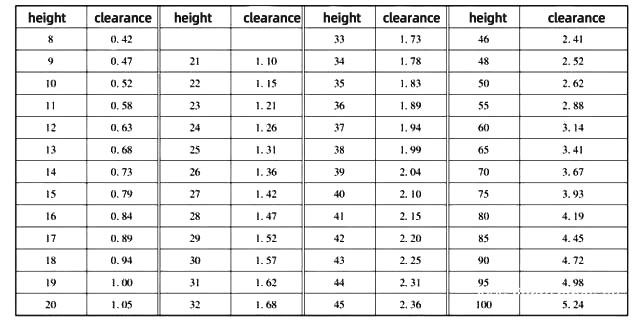
2d is the clearance value between the upper surface and lower surface. When the draft angle is 3°, the following table is the height and clearance quick calculation table:
Quick calculation table of height and clearance size
Mold setting and material determination
Mold setting refers to the molds are displayed on the mold plate and are fixed. The distance between molds are decided by the heights of products. Normally, it is the distance between modules is equal to the height of modules. The distance between the mold and the four sides of the mold plate is equal to the height of the die divided by 2. The high point of the mold refers to the highest point of the mold. The height of products refers to the highest size of products. See figure below, h1, h2 are all not the height of products, the maximum h is the height of products.
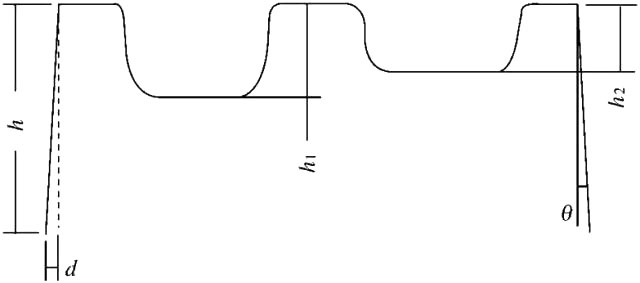
high point and draft angle
The width must be arranged to the edge when arranging the formwork, and the length can not be over 1120m, and not less than 600mm, which is between 600~1120mm. The longer the better. The number of mold setting of APET material cannot be too high, which is between 600 to 800. The mold width plus 50mm is the width of material. The length of the row formwork plus 50mm is equal to the length of the pulling piece. See the figure below.
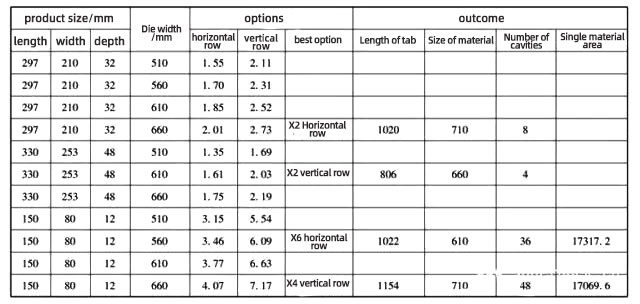
Eg: a blister product, 297mm × 210mm × 32mm (long × wide × High), what is the number of die sets and material usage.
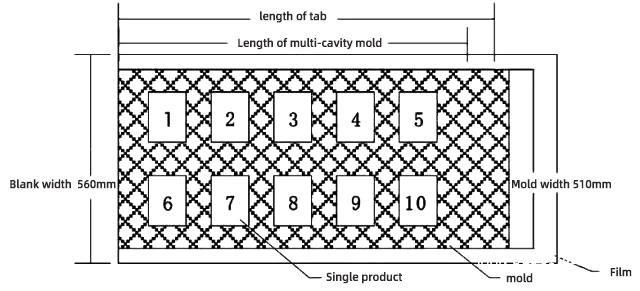
1. Analyzing the optional width of mold and material, and place the products horizontally and vertically, which is the width of four types of die plates: 510mm, 560mm, 610mm and 660mm divide the sum of product length and height, and obtain the width of the mold plate and the layout scheme for the most material saving. The optimal plan is if two 660mm die plates are laid horizontally, the width of the material used is 710mm.
2. Confirmation of length of pulling: Divide the maximum length of 1120mm by the sum of width and height, taking the round numbers, which is the maximum number that can be arranged is 4. The maximum number of rows × (width+height)+50 mm=1020 mm, 1020 mm is the pull piece length.
3. Calculating the number of the mold setting: 2 horizontally and 4 vertically, so the number of products placed horizontally is 8. Based on above, we know that the mold layout method of this type of blister is: using 660mm × 1120mm mold plate, 710mm film, 1020mm pull length, which allows 8 products to be arranged.
The table below is the example of the selection of the pattern layout.
MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?

Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.