Introduction to Multi Component Injection Molding Process

Posted on : Dec 28 , 2022 By GREFEE
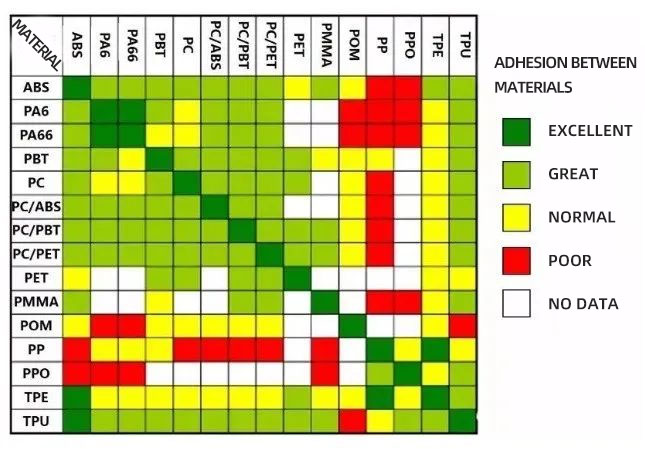
Multi-component injectoin molding is also named as the multi color injection molding process, refering to the mateiral that has two kinds of color or more than two used for injection molding through a mold with one or more runners. At first, it is featured by two-color injection molding. Our daily contact is mostly two-color products. For example, the handle of the toothbrush we use every morning and evening are made with two-color injection molding. The common material of handle used is PP (hard glue)+TPE (soft glue). TPE is the best material to blend with PP adhesive coating, and the coating soft adhesive is to improve the grip.

Operating principle of two-color die
The overmolding is normally featured by two sets of compoents. The half is installed on the fixed mold fixed plate of the overmolding injection molding machine, which is also one side of the injectoin molding gate. Another half is installed on the rotating plate of movable mold, which is the side of mold ejection. The rear molds of these two sets of mold are normally same. The cavity is different. When the first kind of material completes the injectino molding, the fixed and movable molds of injection molding machine open. The rotary plate of the moving die rotates 180 ° with the rear die part of the two molds. Now, do not eject the semi-finished products of the first mold back mold, then clamp the mold before carrying out the injection molding of the second kind of mateiral (during this process, the first kind of material will still be made into semi-finished products in the second mold). After thermal insulation and cooling, the fixed and movable molds are opened. The finished product of the first mold is ejected after moving the mold. This is molding cycle process, in which there will be one semi product and one finished product.
Types of multi-color injection molding machines
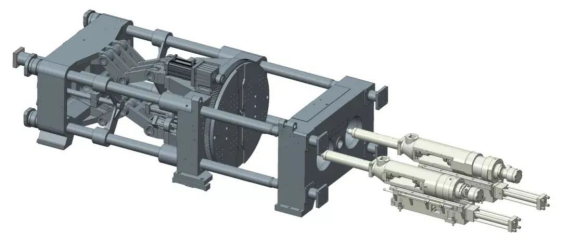
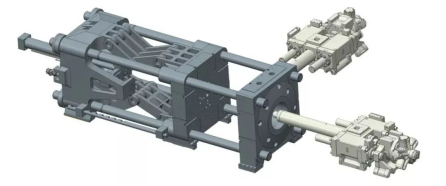
According to the display of injection unit, the display of overmolding machine can be divided into:
1.The overmolding injection molding can be divided into 5 types: 1. Type P (parallel double shot), L (right angle double shot), V (sky side double shot), W (oblique back double shot), H (opposite double shot).
They have different characteristics and customers can select according to their needs. Among them, the V and L types are the most commonly used in Europe. P Type is mostly used in Japan or domesitc made machines. With the five forms of two-color machine, it can continue to derive the definition of the injection form of the three color machine and the four color machine:
2. Three color injection molding structures are divided into five categories: right angle tricolor – L type, roof tricolor – V type, back tricolor – LW type, back tricolor – VW type, and independent tricolor – LV type.
3. Four color injection molding structure is divided into two types: parallel four-color – LV type and back four-color – LVW type.

With the increase of complexity of products, three or four color injection molding needs are more popular. Generally speakingk, the three-color machine has two types, one is two station three-color machine, and another one is three station three-color machine. The difference of them is that they adopt differen turntable control mode according to the sturcure design of products (Two sets of moulds or three sets of moulds).
“Two station” refers to teh two positions of the turntable rotation, which equals to the 180 degree turntable control mode of two-color machine, or we can say the two groups are injected into the same mold at the same time in the three groups of injection units of the two station three color machine. So, if the boundary of two components is not adjacent (it can be designed to inject in the same mold at the same time) in products, just producing three component products with two sets of mold, which is suitable for the two station three color machine.
Three station is different. The turntable can be positioned at three different positions (120degrees). In other words, the three groups of injection units of the three station &three color machine are respectively injected into three pairs of molds. Therefore, if the boundaries of the three components in the product are adjacent, the three station & three color machine is applicable.
Same for the four-color machine, which can be divided into two station or multi-station & four color machine. Technically, the control precision of multi station rotary table is greatly higher than that of two station. Thus, the manufacting cost of products on this machine is relative high. So, we should select the best option according to the requirements of product structure, like the case of three-color USB flash disk, it is more cost-effective to select multiple stations.
Three-color USB flash disk
3C consuming electrics keep seeking improments on the product appearance: small, simple, beautiful, dustproof and waterproof. however, the requirement for this kind of mateiral and procesing normally have clashes, which means it is unable to meet more than one requirement with the traditional design or manufacturing.
Thus, how to present different colors and textures in such small and exquiste space and also taking into account the requirements for dust and water prevention of internal electronic devices has become a major concern for the CMF and structural designer.
Traditionally, it will make the above functions into different plastic parts, and then assemble them together by assembly.
Assembly will also brings a series of difficulities, how to add the fastening structure used for fixing, how to combine soft and hard glue, how to hide the assembly line, how to realize the sealing and waterproof of the electronic part, how to make the logo font more permanent, and how to reduce the assembly manpower.
glu? environmentally unfirendly. Silk screen printing — non-wear resistant. Fuel injection— Paint peeling
can we use injection molding machine to produce the three types of plastic all at once?
The traditional horizontal injection molding process has encountered more and more bottlenecks in solving such products.
1. For the traditional horizontal overmolding machine, the position of the shooting table is fixed, and the shooting table other than the second shooting can only be arranged on the top side and the horizontal side (insert the multi shooting table layout mode). The glue feeding channel interferes with each other.
2. The space in the mode locking region is limited, and it needs to repace with the core after finishing the rotation. The space for mold cavity arrangement and slides in mold are smaller.
3.When the mold is opened horizontally, the embedded parts need to be specially designed with a fixed structure, or they will be inclined due to gravity.
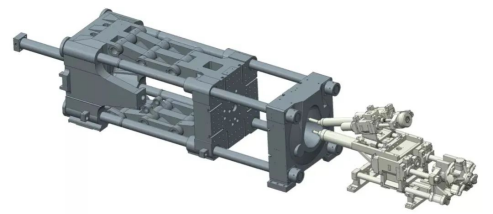
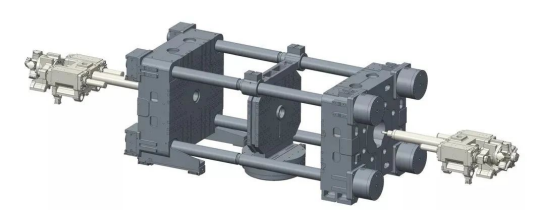
Thus, multi shooting implant method (MSiM) is developed.
It comnines the multi material injection molding and mold, vertical rotary table injection molding machine, automatically extraction and other implantation, as well as other multidisciplinary integrated technologies.
To address the issue of the integrating mateirals with different characteristics and functions thorugh injection moldng and implantation in a small space.
It can reduce the process of assembly, enhance bonding and improve air tightness by completing plastic (soft/hard), silica gel (solid/liquid), hardware (structure/conductor), electronic chips in a machine cycle.
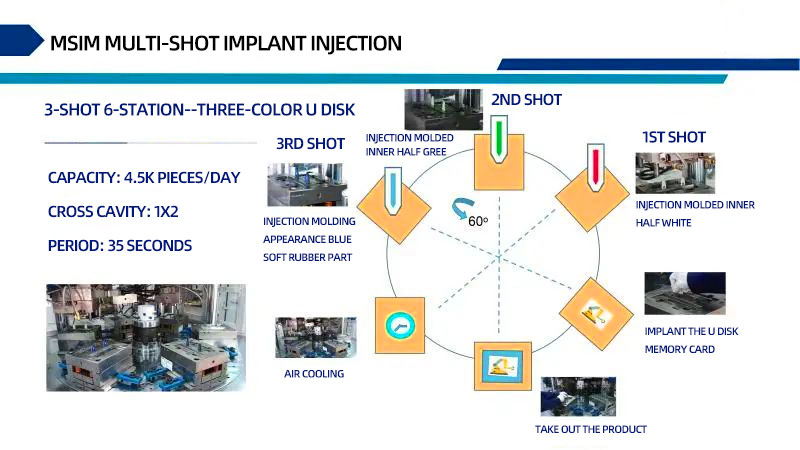
We will decride the injection molding process by taking the three-color U disk as an example.

First, inserting the U disk chip (electronic device), then
1st shot, white PC, single side white bottom shell and form bottom font
2nd shot, green PC, single side green bottom shell and form bottom font
3rd shot, blue TPU, cover the up and bottom sides, forming fonts with emboss effect and
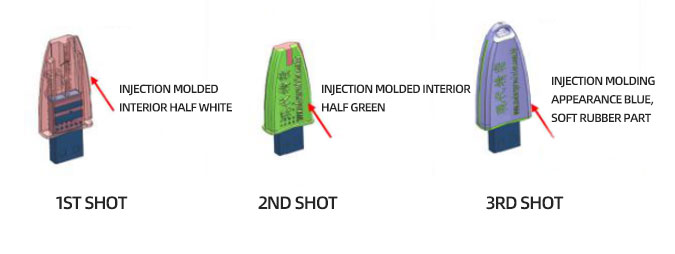
Three-color U disk injection molding process
During MSIM, thevertical three-color & six-station rotary table injection molding machine is used. Three cavity and six cores, one out of two with manual placement and pick-up. The whole cycle is 30 sec. The products can be packaged directly after out of mold without assemblying.
Advantages of multi-shot implant injection molding solutions: it makes one-piece molding and multifunctional integration avaliable, and it supports multi-color modeling without assembly. The key of this technique is the flexible adoptation of bertical injection molding machine. Common machine types include 1 shot x 6stations, 2 shot x 4 stations, 3 shots x 6 stations, among which the multi-station cooling can shorten molding time and increase output. At the same time, it is more convenient to implant injection molding and extract products, and it can achieve automated production.
Three-color sports bracelet
With the rapid development of smart phones and mobile Internet, more and more smart wearable products have come into our sight. This type of products require an integrated service achieved within a small space. When producing this type of products, it is hard to fix the impalnts if the mold is opened horizontally with traditional injection molding, and there are risks during mold compression due to the insufficient space in mold. What’s more, it is harder for multi material injection molding. As a new production technology, manufacturers of precision injection molding products with small area functions have unique advantages.

Injection molding process: place pin in station 1. Station 2 combines with the first injection cavity to inject transparent window parts. Station 3 combines with the second injection cavity to inject black shading structure. Station 4 combines with the 3rd injection cavity to inject colored colored shells. Station 5 is are cooled, and the product dislodge is in 6 station. All stations can be operted at the same time.

Multi-shot implant injection molding is suitable for producing the bottom cover of this type of band. Combining the six procedures into one procedure not only can significantly simplify the flow, but also saves a large amount of material transfer, personnel input, defective product consumption and other costs. Meanwhile, it also reduces environmental pollution.
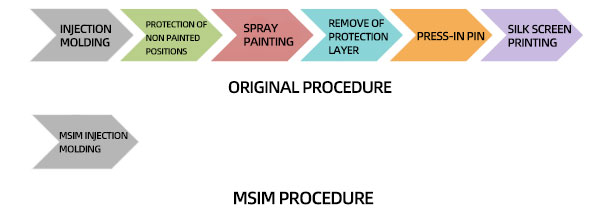
For original procedure, it needs to design fixed structure between parts or to meet waterproof requirements with auxiliary materials (sealing ring and adhesive). However, due to the aging of sealing ring, strength and stability of dispense glue, the waterproof performance is affected. Now, by multicolor implantation injection molding process, put the key parts in the mold for integrated molding, which largely increase the waterproof performance. While, since this technique require multiple sets of molds, so the cost is indeed higher. Thus, it is often used for large volume and small sized products.
MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?

Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.