High-gloss traceless injection molding technology
Provides perfect surface quality for your plastic products.

Posted on : April 8, 2022 By GREFEE

High gloss is a typical manifestation of traceless injection molding but is not the whole of it. GREFEE has many years of experience in manufacturing high gloss mold and traceless injection molding.
Our main businesses are home appliances, external decorations of electronic products, like external panels of DVD / DMR / BD / BR / PDVD and other audio-visual players, LCD TVs, computer LCD displays, automotive LCD displays, air conditioning, automotive interior parts, lamps, optical instruments and other household appliances, automotive, communication, medical and other industries. Try GREFEE
Why do injection molding products need traceless injection molding?
We came across the same question before, which couldn’t solve the welding marks, shrinkage marks, and other shaping issues. These issues significantly affect the structural strength and appearance of products.
Technical principles of high gloss traceless injection molding
We will illustrate the characteristics of high gloss traceless injection molding compared with traditional injection molding technology. In conventional injection molding, if the mold temperature is low, it would cause welding marks and material patterns, gloomy and rough surface, and other quality issues even though it can reduce the warpage, shrinkage marks, and shooters the cycle time. Conversely, if the mold temperature is high, it could enhance the quality of the products’ outer surface, prolong the cycle time, and increases the cost. However, it is easy to cause warpage, shrinkage, poor dimension, etc.
Injection molding uses specific fast cooling and heating temp controlling equipment, which can solve both problems in the meantime. It utilizes the steam produced by the steam furnace or high-temp water and cooling watering to control the temp of the mold in a molding cycle through rapid change. By doing so, we can take advantage of both pros easily.
First, filling hot water or steam into the mold (such as temp 150℃)before injection, allowing the mold temp exceeds the viscous temperature of resin thermal deformation and then injecting the molten resin so that the material temperature in the front end could stay in a viscous state without forming welding lines, which is a molded product with good surface quality.
High gloss injection molding can eliminate the surface welding lines, welding marks, corrugation, and silver line patterns. It can completely solve the surface shrinkage of plastic products and make the surface finish as same as the mirror, which almost reproduces the surface state for the mold and achieves the traceless effect.Try GREFEE
Products that do not need post-treatment of painting can effectively lower costs and shorten the lead time. Besides, high gloss injection molding can solve the Floating fiber issue caused by fiber added products to make the product better. In thin wall molding, molten resin injected under high temp is helpful with enhancing the flowability of injection molding, decreasing the injection pressure, and avoiding short-run and air trapping issues. It improves the quality and gth of product, reduces shrinkage stress, and makes the demolding easier by the fast cooling by molding process. Meanwhile, it also reduces the cycle of thick wall injection molding by about 60-70%.
Injection molding machine, steam mold, steam boiler, cooling tower, temperature controller, relation diagram:
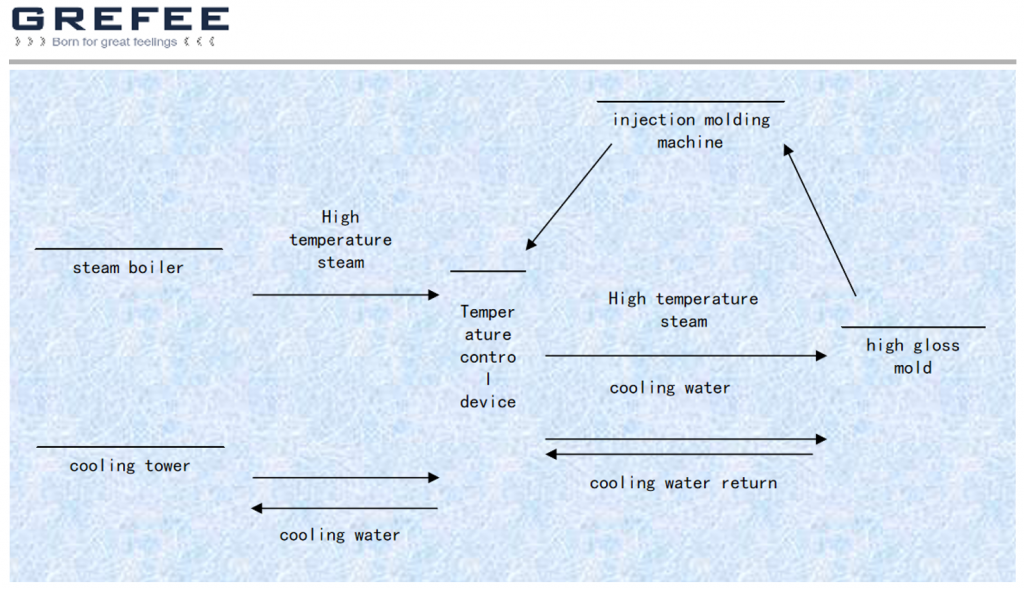
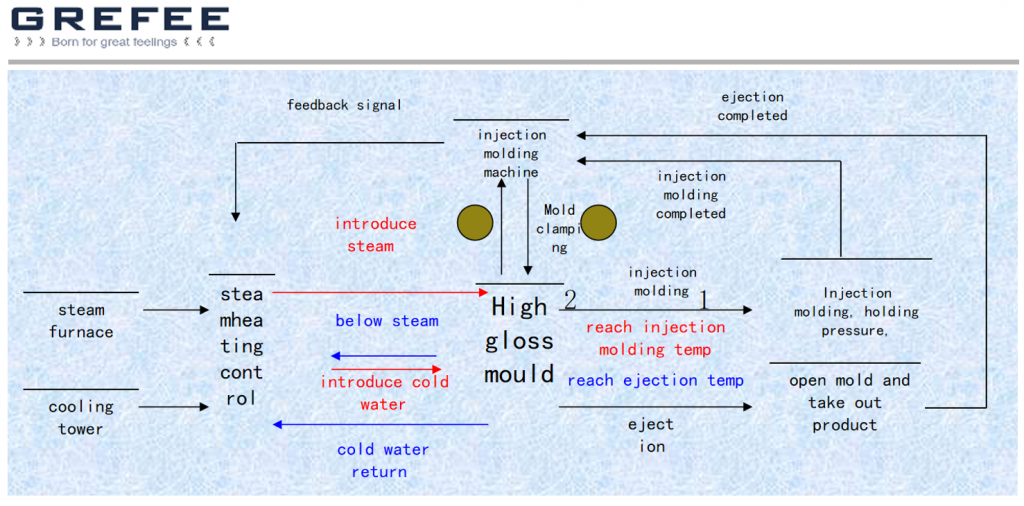
High gloss treeless injection molding control process:
The full closed-loop system controls the inspection of input and output temp. The mold has an interior temp-sensor, feedback PLC according to the actual mold temp, the digital color map displayed to ensure the accurate and stable output. Steam (high-temp water, cold water, mold temp display, interlocked the injection molding machine signal with time and action.
Mold clamping – temperature raising (steam)- injector molding – holding pressure (heat preservation)- cooling – mold opening – ejection – recycling
Temperature control device



requirements for high gloss traceless injection molding
High gloss traceless injection mold should be of high temp resistance design and applicable to waterways, installation, matching, etc. High gloss injection molding uses high-temp hot water or steam to make a balanced heating channel on the mold. When the injection molding machine ejects, the high-temp circulating water will be introduced. First, raise the mold temp to a set value and inject the plastic into the mold cavity. After the injection molding machines complete the holding pressure and cooling, start to recycle the hot water and pouring back into the cold water. Opens the mold when the mold temp decreases to a set value. Recycles the cold water and completes the whole injection process. As it is a molding process with sudden cooling and sudden heating, the mold will experience rapid cold impact and heat impact, so the material must have good thermal fatigue and strength.
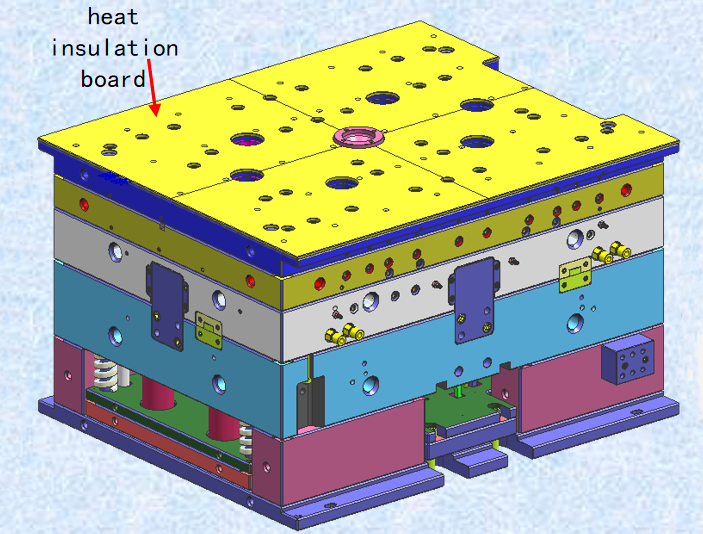
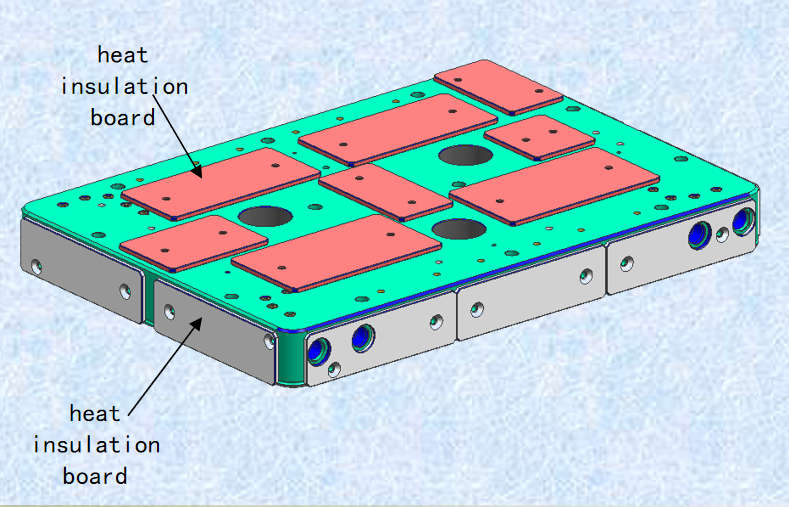
- heat insualton design(pic 9、10),in case the heat loose,protect the injection molding machine.
- Method: heat insulating board & gaps needed between mold boards.
- Design cold water returning circuits on the hot flow channel and board.
A. Hot flow channel
Uses the hot flow channels which are needle valve type and controllable, no serious connection, easy to adjust.
B. Material:
1、Steel material:
S136、NAK80、LKM838H、LKM818H、CENA#1
2、Plastic material:
PMMA/ABS、PC/ABS、ABS high gloss ABS, HIPS
A. Accessories requirements: heat resistance
1.High-modulus heating and cooling
Prolong the connecting tube to allow the direct access, no need waterproof circles.
The water transportation pipe uses the high temp oil pipe, in case burst.
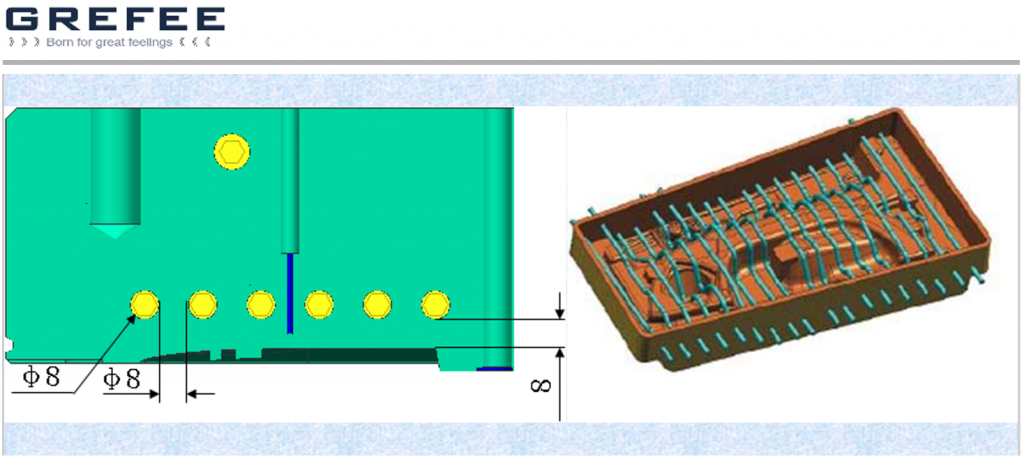
2.Design features of steam circuit: one time spacing with the product: 8 ~ 10mm, follows the shapes of product to design.
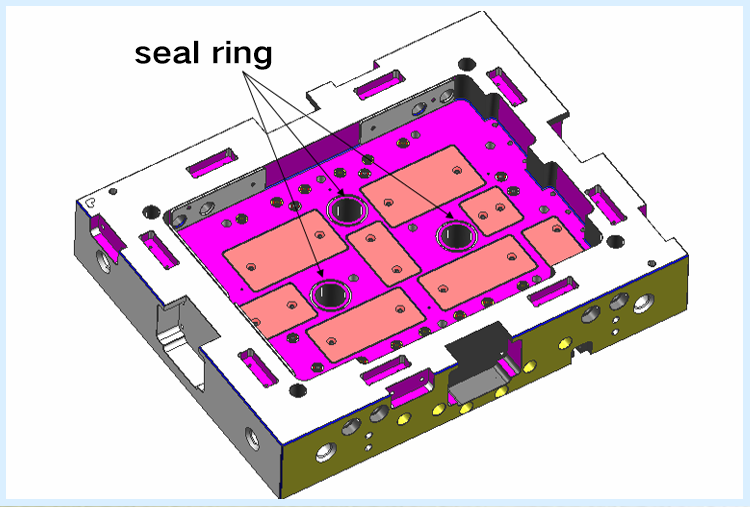
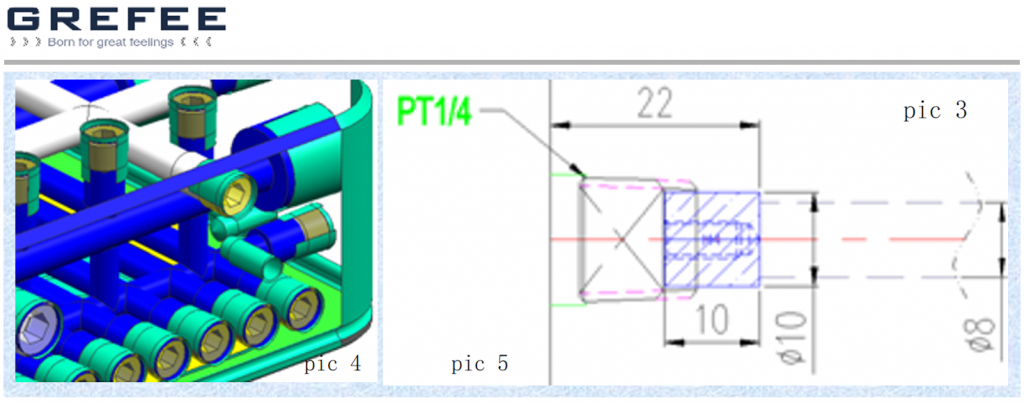
Sealing: double sealing circle design, high-temp resistance (pic 3)
For steam circuit, water circuit, oil circuit – Cooper plugging+ head plugging, in case leakage(pic 4-5), reducing repair and maintenance.

3. Temperature control (Thermocouple) Temperature sensing parameters — injection molding machine – temperature control device – steam furnace (closed loop)
Installation of Thermocouple: see pic 6, close to gate as much as possible, actual temperature

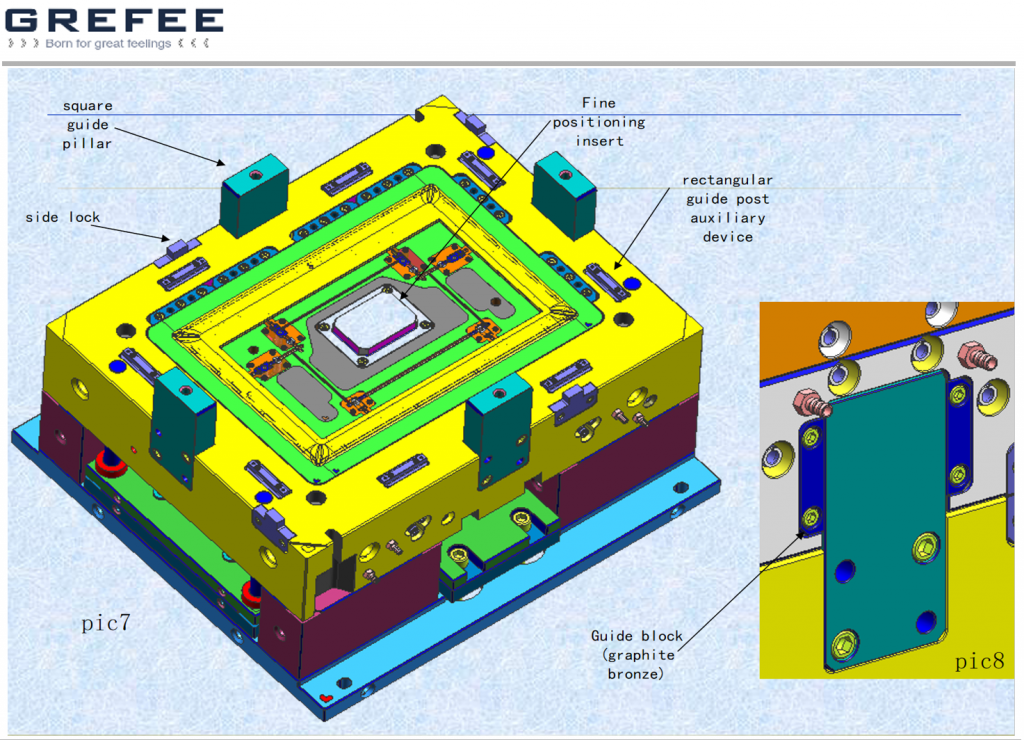
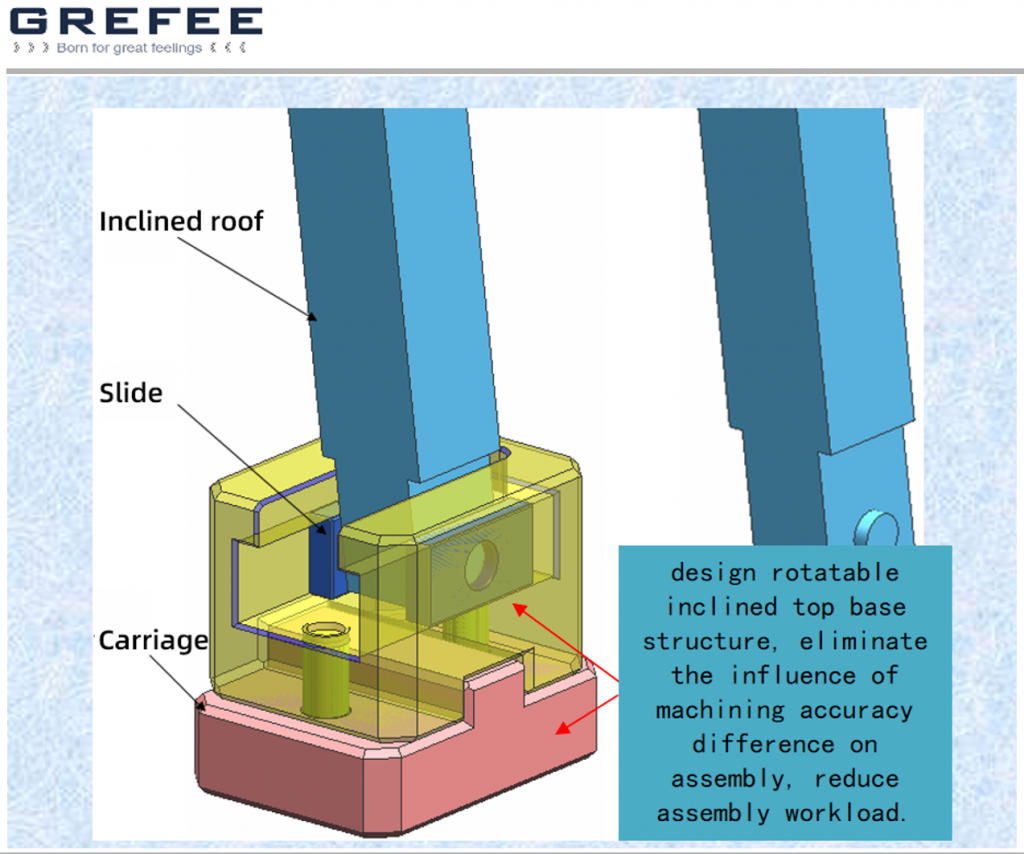
4.Dimension accuracy
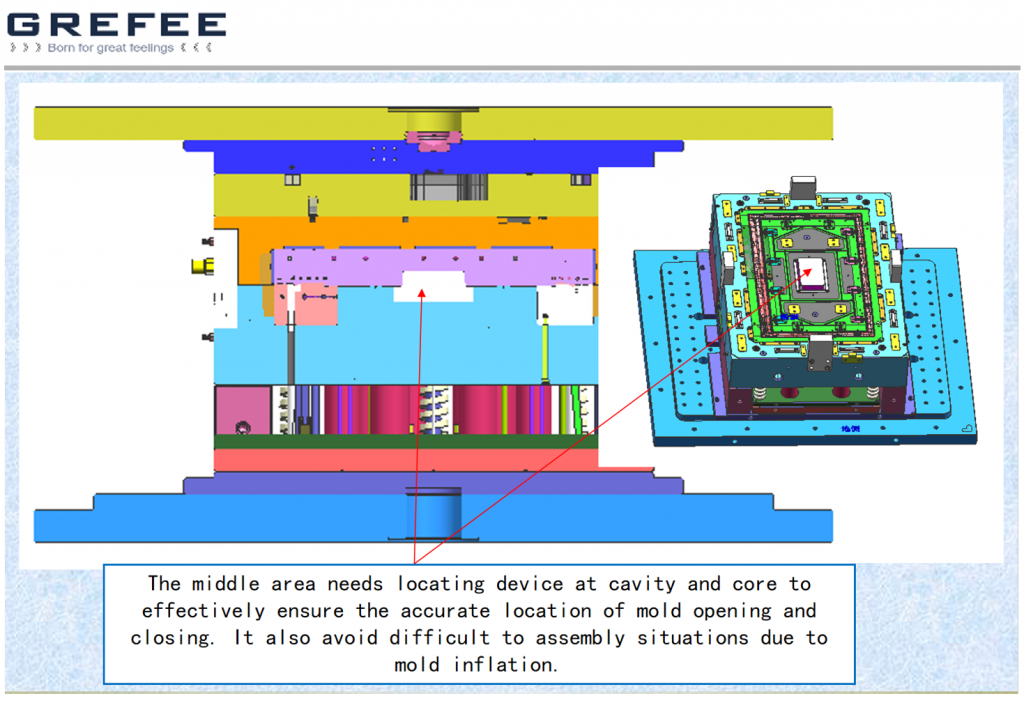
Accurate central locate + side lock and rectangular guide post auxiliary device
square guide pillar + graphite bronze guide block ( pic 7, 8)
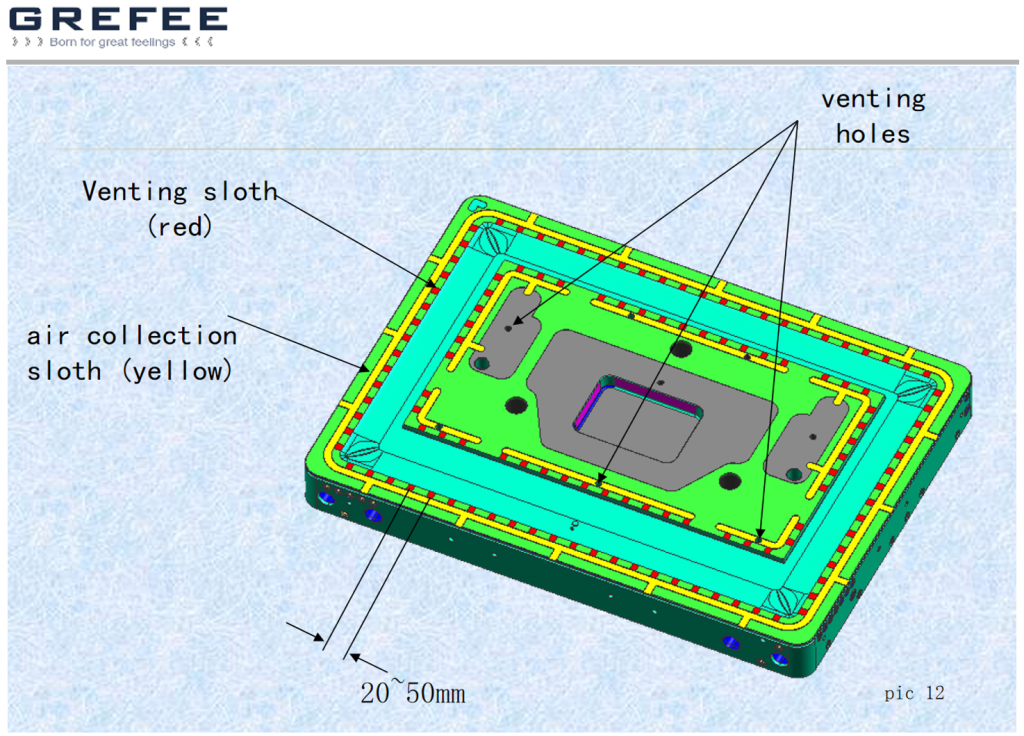
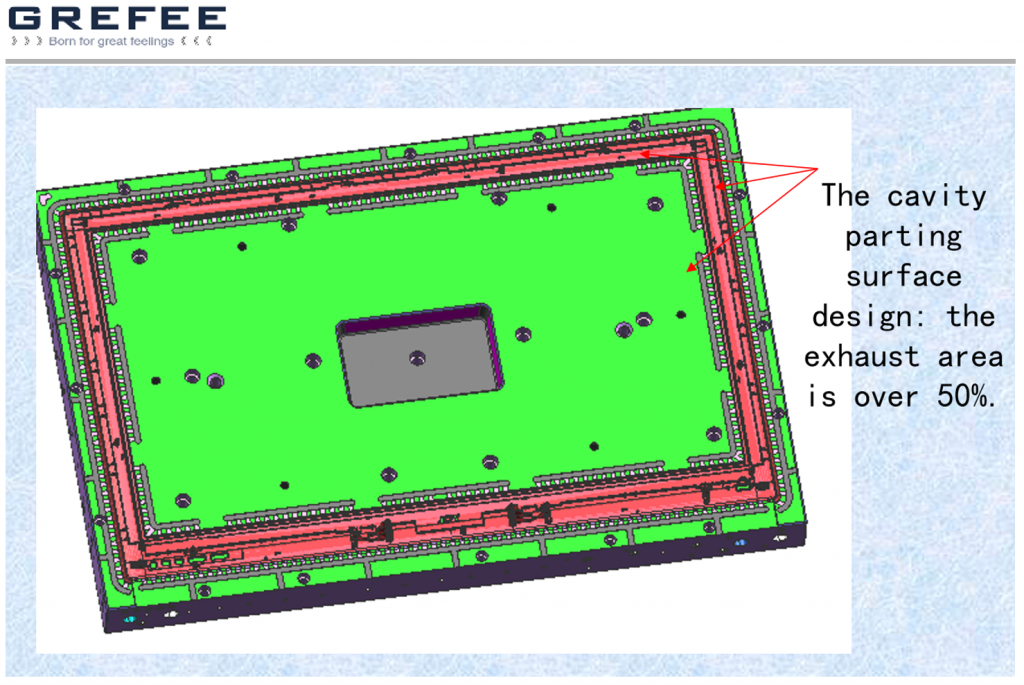
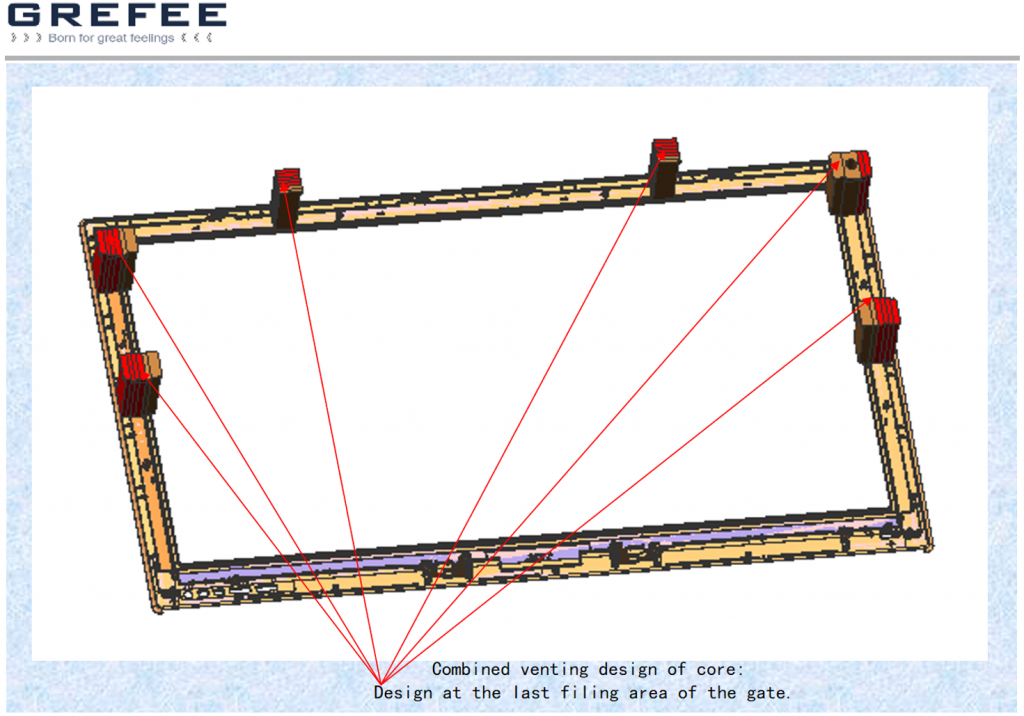
Design of air exhaust system: high gloss effect and flow marks, venting is key point.
- Parting exhaust. Air exhaust sloth width 3~8mm. Length5~10mm, the gap is about 20~40mm. Ari collection sloth 0.5~1.5mmdeep,>=50% area design。
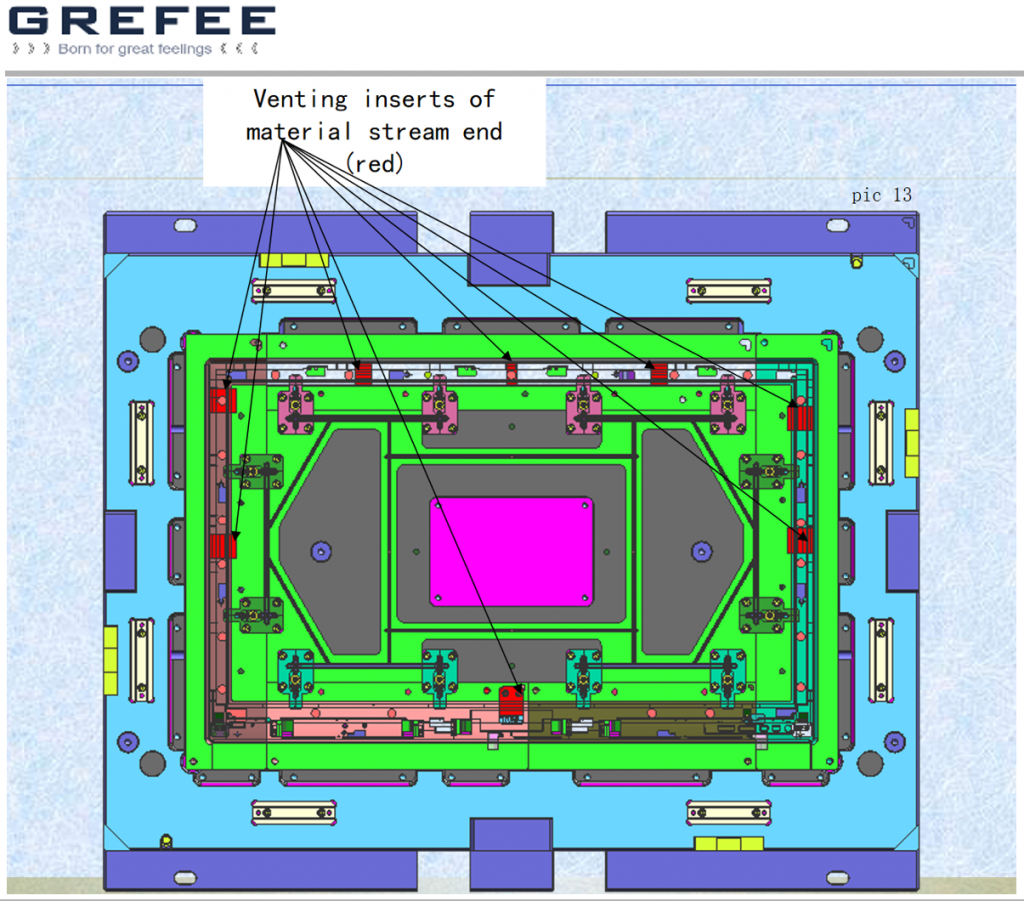
- Insert exhaust. For deep rib products, design assemble insets at the material flow end, avoid air trapping.
- Ejector pin and cylinder exhaust. Under the condition of without overflow, increases the gap between the ejector pins, cylinder, and the die core for venting.
- Fore end exhausting of pouring system. Exhausting of pouring system is easy to be neglected, including the around of the flow channels. Try GREFEE
High gloss steam mold machining features
Conditions:
- CNC machining: the surface finishes need to be within 0.005mm after machining.
- Holes machining: steam holes deflection <=0.3‰ smooth hole wall with good tolerance of rapid cold and rapid hot conditions, increasing mold life.
- Mold matching: smooth movement, free fit compared with ordinary mold in heat inflation, too tight will lead to burning, too loose will lead to galling.
- Polishing: determine factors – high gloss effect determines product quality.
- Requirements of injection molding machine:
- Temp control device need to form closed loop, high sensory.
- Produced in non-dust workshops, protects with specific protection film packages.
- Be familiar with high modulus injection molding characteristics and the solving logic of fixing defects.

High gloss traceless mold maintenance: regular maintenance according to the high gloss traceless mold maintaining standards, such as cleaning the venting sloth regularly + specific detergent to clean the cavity + specific anti-rust oil.
GREFEE high gloss traceless injection molding case
1.Plastic rubber products
1) This product is for high-end house appliances, high gloss surfaces needed
2) Controlling the deformation of product to make sure the assembly.
3) Reducing surface welding lines, control the difference between cavity and core.
2.Customers’ requirements to mold
Cavity num: 1X1
Steel material : cavity /S136; core 1.2311
Life: 300 thousands mold times
Starting date: 2010-2-05
Completing date: 2010-3-14
Manufacturing cycle: 38 days
Production cycle: 85s
Specification: 1100X1500X901 mm
TON weight: 10 TON
3.Key technologies in mold design and manufacturing
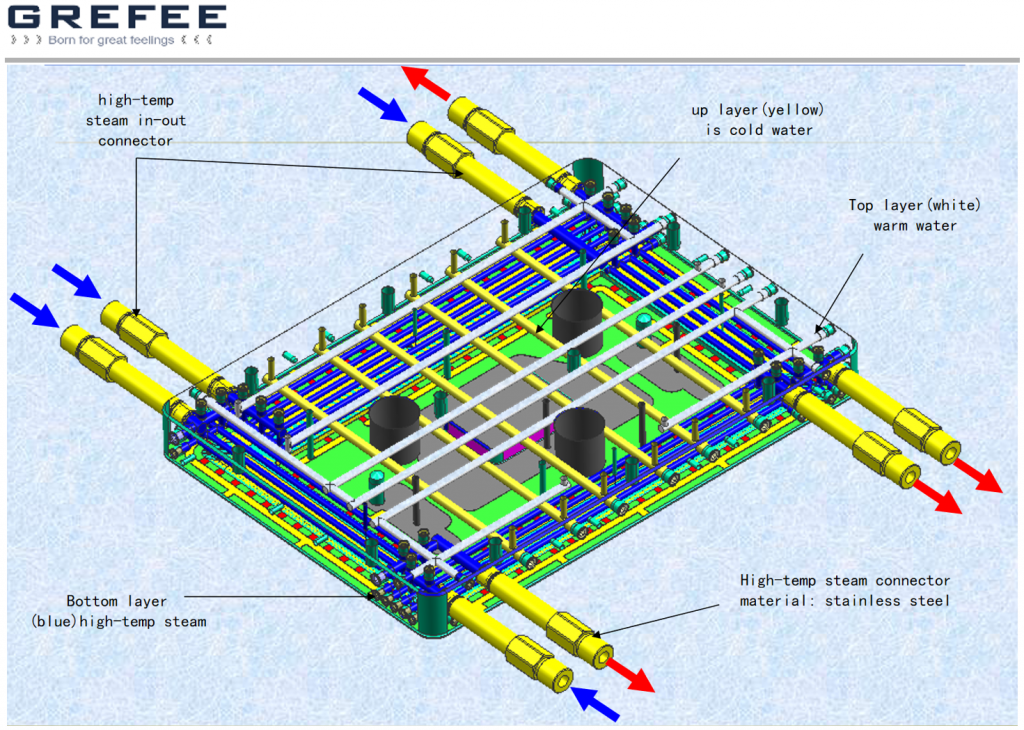
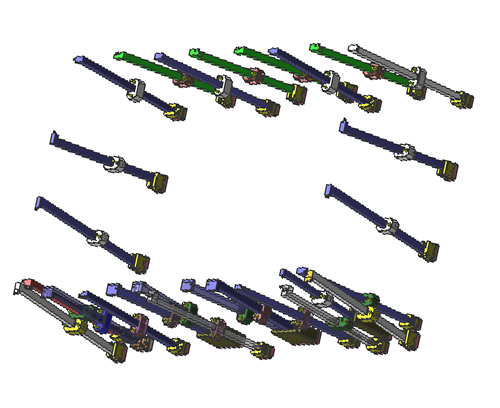
1)Layout of the cavity core high temp steam channels and water pipes
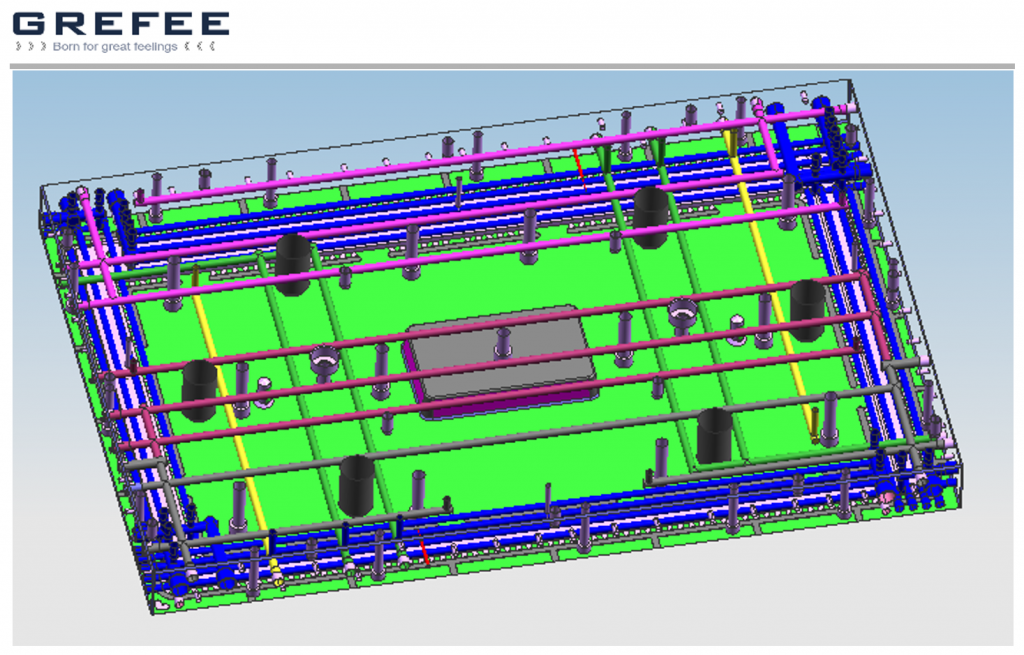
Blue tube is high-temp steam, which is 5-8mm away from cavity surface, diameter choices are 8mm, 10mm, 12mm.
Uniform layout between tubes to ensure the rapid and even heating for the gate.
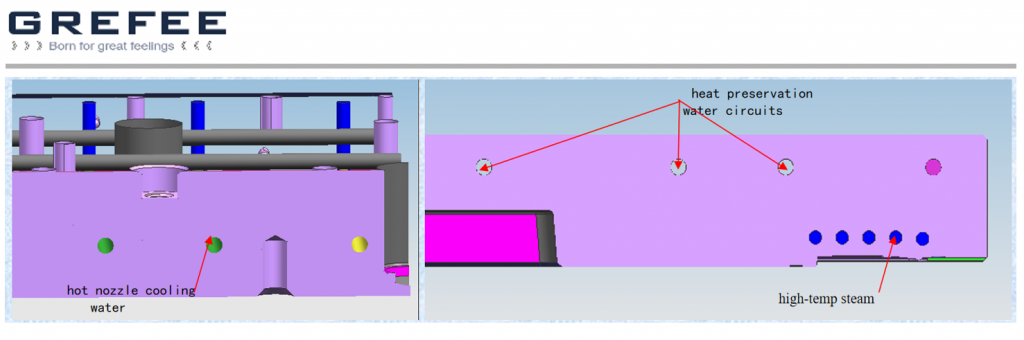
White is warm water pipe, mainly used for protecting the mold, no specific requirements.
2)Mold exhaust system design
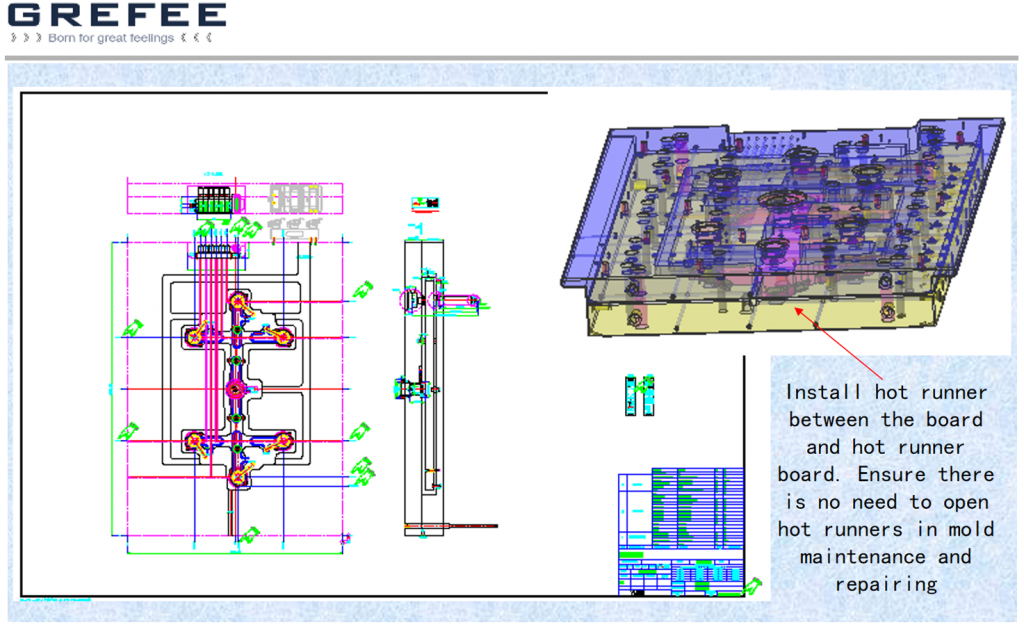
3).Hot runner assemble and disassemble structure design;
4).Deal with high-temp mold design problems
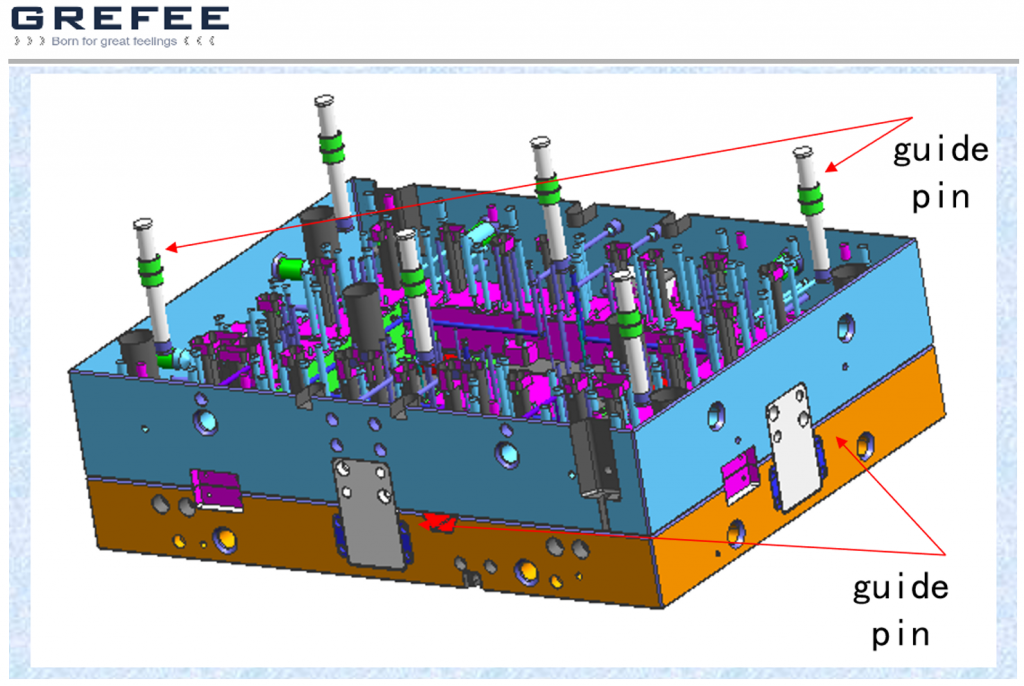
Material to make guide pin and guide bushing to prevent mold pulling and ensure the mold opening and closing smoothly.
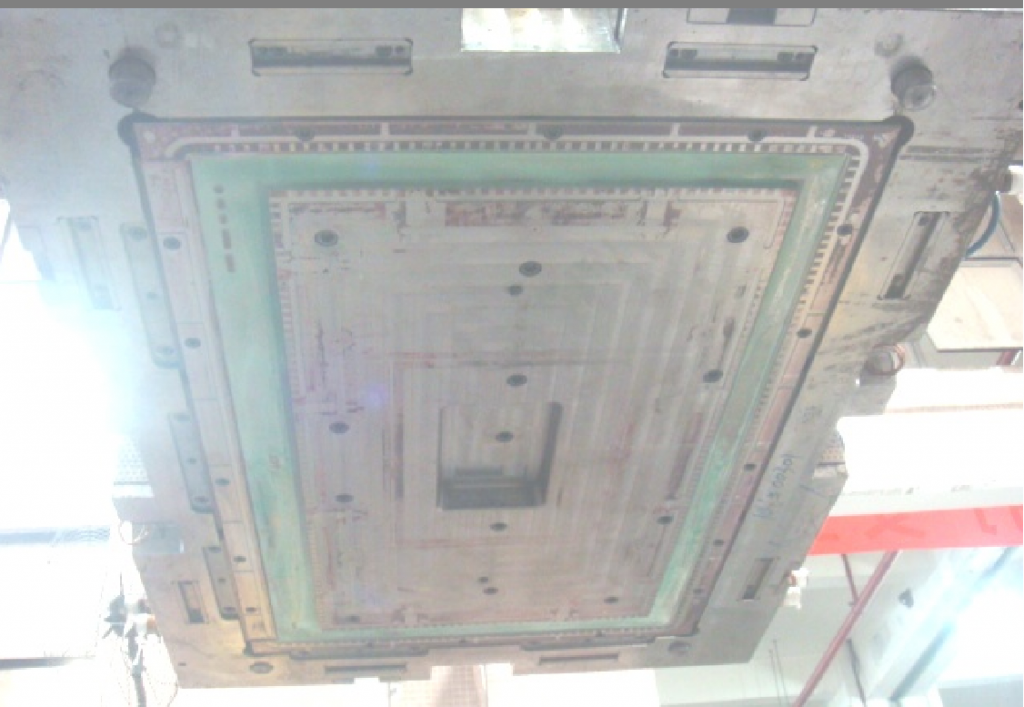
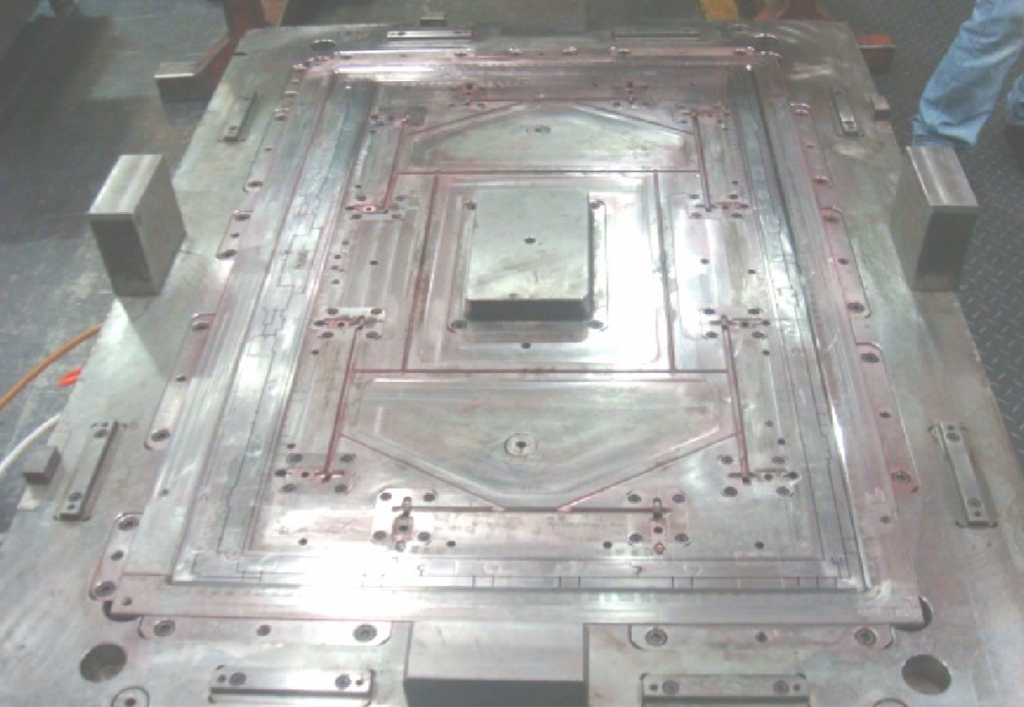
4. mold pic display
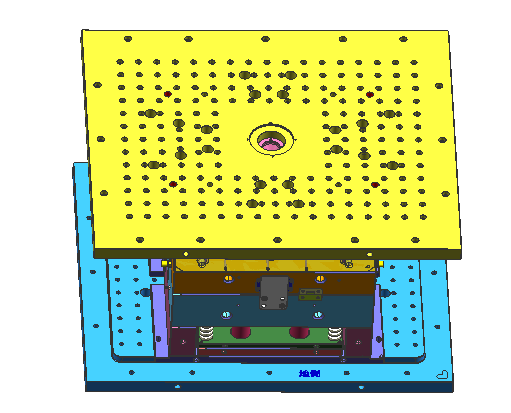
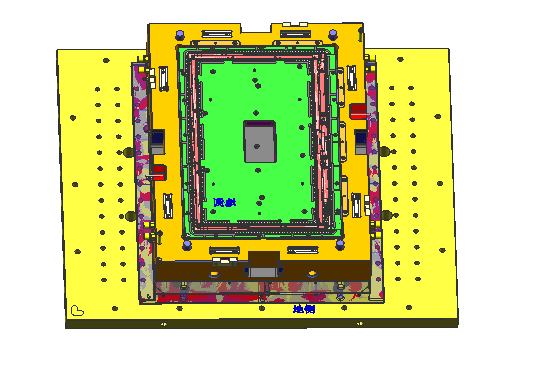
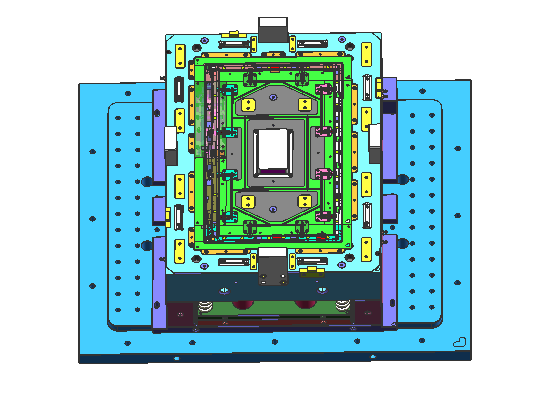
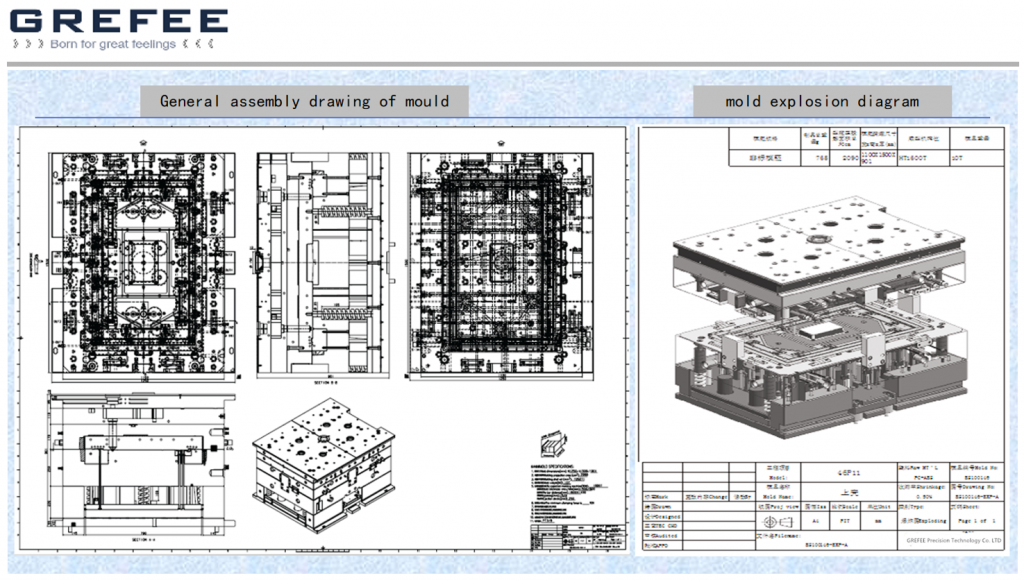
Mold photo example


Product pic:
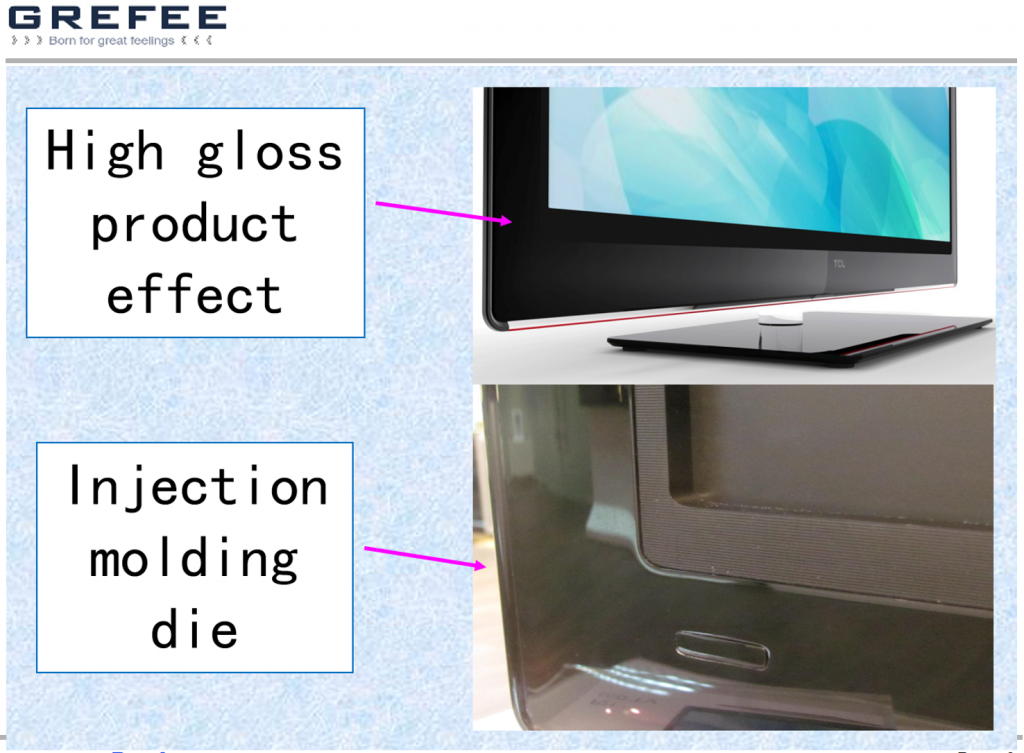
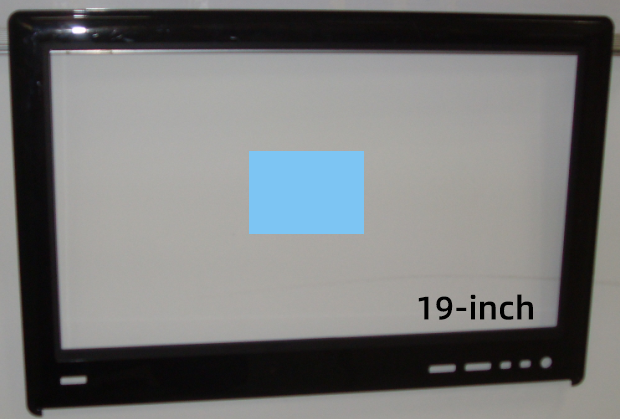
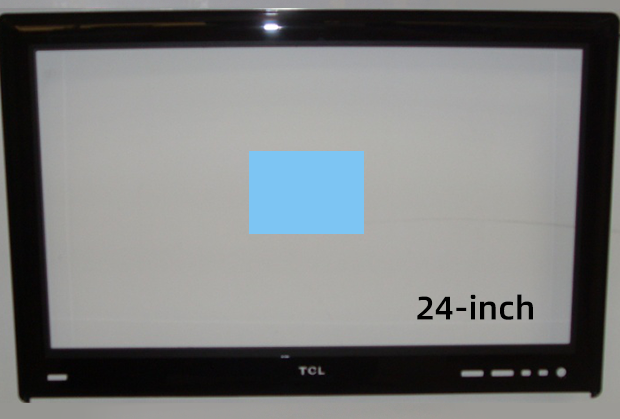
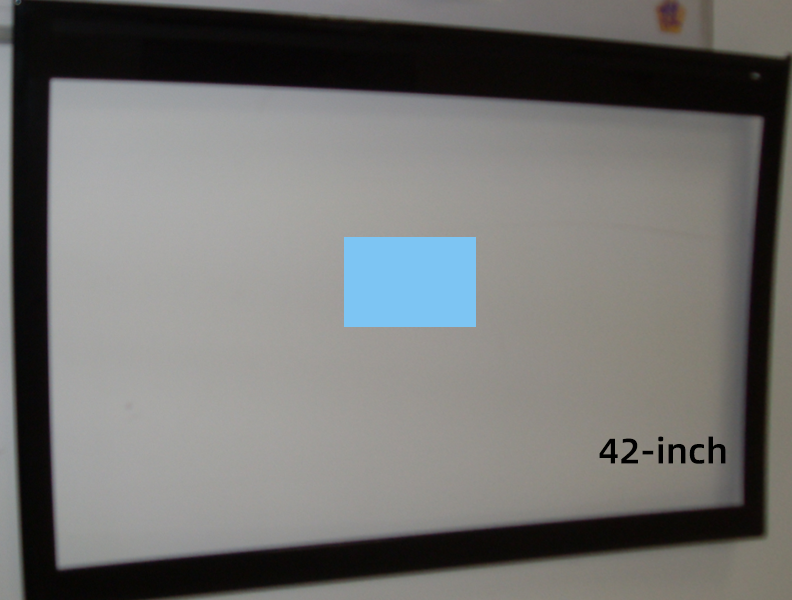
Extension of injection mold products
TV model series products
Advantages of high temp steam injection molding
1.Eliminates welding lines on product surface, no need painting
2. Increases filling effect and flow of raw material
3. Enhances the product surface finish to make it as same as mirror effect
4. Solves floating fiber caused by the fiber added products
5. Saving cost directly and increases the production efficiency.
6. Has important significance for environmental protection
GREFEE has rich experience in high gloss traceless injection molding with a complete range of equipment. If you have strict requirements for the surface finish: high gloss, traceless welding, etc. GREFEE provides injection molding plans for you.
Contact us now for free mold and injection molding plans.
MORE BOLG






Categories
Latest blog

Try GREFEE now,for free
We keep your uploaded files confidential and secure.