Reinforcement of materials and property introduction of injection molding

Posted on : April 26, 2022 By GREFEE
Reinforcement of materials and property introduction of injection molding
The injection molding technique contains a wide range of materials with different properties. We gonna talk about some common materials that you will see in injection molding, and advice for selecting materials for your design target, including more strengthened glass and fiber filling material, as well as the silicone resin and polyurethane materials for flexible parts.
You can select injection molding materials according to their properties. If you are looking for some things that exceeds the strength requirements of materials, contact GREFEE for advice!
How to obtain more strong parts: common packing types
Glass fibers:Having glass fiber in materials is a common way to enhance the mechanical property of materials because it minimizes the contraction of the parts. It also improves the structural properties, such as strength and rigidity. Glass fiber can be added to many types of plastics, and it comes in different colors, which are also cheaper.
In terms of the disadvantages, the glass fiber turns the parts brittle and lowers the impact strength, which also shortens the service life due to the barrels and nozzles of developing machines being damaged.Glass-filled resin leads to an increase in the viscosity of materials, which makes molds hard to fill.
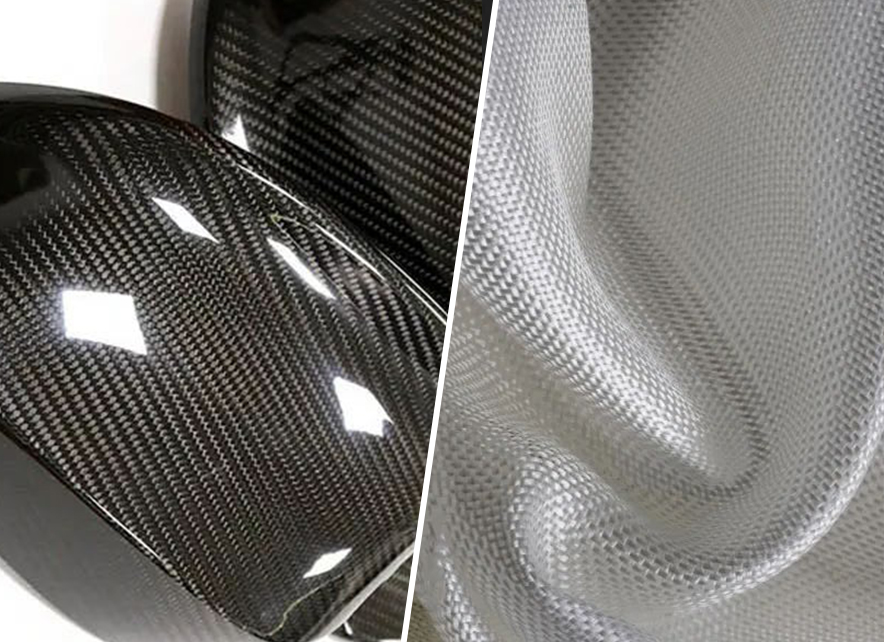
Carbon fiber:
Carbon fiber packing improves the mechanical property of plastic materials. Carbon-filled plastic parts have similar mechanical properties to fiber-filled plastic parts, which are not only more stable but also lighter. Carbon fiber has electric conductivity, so it has better electromagnetic shielding effectiveness. It can improve structure-property better than the glass fiber in strength and rigidity, reducing the contraction.
On the flip side, carbon-filled parts are expensive. Same as glass fiber, it makes the parts brittle through which the impact strength of parts decreases. The service life is shorter due to the damage to the barrel and nozzles of the forming machines. Carbon fiber also increases the viscosity of materials and makes molds hard to fill. Remember that, for carbon-filled materials, the colors of parts are limited to black. Some resins need extremely high mold temperatures, which might need expensive auxiliary equipment.
design of fiber filled parts:
- When the glass fiber and carbon fiber are composite, the modulus of elasticity and the tensile strength of plastic will increase significantly. Thus, the parts will be tough, which means having resistance to the deformation if under heavy loads.
- However, the impact strength will decrease, and the plastic will be fragile. Low fluidity, so the contraction ratio of the flow direction is smaller than that of the vertical flow direction.
- When designing molds, it is hard to ensure the contract rates according to the plasticity flow direction of the gate. CAD software only allows the customers to set the contract rates of X, Y, and Z directions, which means some dimensions will exceed the tolerance range if the large-scale parts have tight tolerance.

Solution: keep more mold steels than needed to ensure the safety of mold steels. After molds measurement, mold steels are easy to release from the molds through CNC or EDM but are hard to add steel into the mold. To achieve this, you need to weld the molds, remove steel, and machine by CNC or EDM. Besides, welding will lead to mold deformation, which is harmful to service life and quality.
- To further modify the molds, if the dimension of plastic parts exceeds the tolerance, we should remove or add some molding steel into the molds to change the shape or dimensions. To avoid this, CNC aluminum test molds provide a quick and cheap method to make molds and obtain the plastic parts sample. Moreover, it compares the critical dimension of plastic parts to that of printed products. If any essential dimensions exceed the tolerance, we should modify the production molds (production molds made after the testing molds). The purpose of doing so is to check which dimensions will exceed the tolerance and which critical property works according to the design. Once we know how different flow directions and contractions affect the size, we can adjust the 3D model when manufacturing superhard tools.
- Packing materials will wear molds quicker than unfilled plastic. Thus, one must use hardened steel to make the mold cavity, core, and inserts when using these materials. HDT (thermal deformation temperature) will be higher, too. Therefore, materials can work in a higher temperature environment, which increases the difficulty of ultrasonic welding.
- Under some circumstances, fiber will float on the visible plastic parts’ surface. Thus, most plastic-filled parts are for internal parts. To avoid this, we can do texture treatment to mold cavities.
How to achieve flexible parts: Polyurethane (PU) and silica gel
Polyurethane (PU) and silica gel materials provide alternative methods to obtain soft components. PU utilizes compression molding and RTV molds, while silica gel and TPU use injection molding. The main disadvantage of silica gel is its flash. The flashes cannot be removed thoroughly even if they are cut or trimmed. Besides, when injecting molding silicone, molds must be heated rather than the conventional heating material process. Injection molding TPU is easy to machine and has properties similar to silicone.
Polyurethane (PU)
Polyurethane (PU) has two types, thermosetting polyurethane (PU) and thermoplastic polyurethane (TPE). The primary difference between them is that cross-linking will occur in the thermosetting material machining process and cannot be used again. On the other hand, thermoplastic polyurethane (TPE) is recycled material. Learn more about thermosetting materials and thermoplastic materials.
Thermosetting PU is mainly for making prototypes with a technology called polyurethane casting or room temperature vulcanization (RTV). Urethane casting parts utilize liquid silicon elastic materials covered in mold plate parts. The liquid silicon elastic materials will be solidified at room temperature. Once it is solidified, the master will be removed, obtaining a soft and flexible mold, which can make a copy of the master.
The parts range made with this technology is within 30A-85D. In polyurethane casting, burrs are inevitable. Generally, we can trim burrs manually if parts are hard plastic, and grind the scars with sandpapers to make them invisible. However, when parts are as soft as PU, burrs are hard to remove. PU can be used to make casters and soles due to its better wearability than thermoplastic elastomer (TPE) and polyvinyl chloride (PVC).
Thermoplastic polyurethane parts are suitable for injection molding. Thus, parting lines can be extremely accurate (no burrs). The stiffness range of the thermoplastic polyurethane parts is from 65A to 85D, which makes it as soft as rubber and as hard as hard plastic. Thermoplastic polyurethane parts are often used for cladding molding, such as socket holes, for making electronic wires. Compared to the soft wires made by PVC and TPE, soft wires made with thermoplastic PU material have better elastic and bending test results.
Silica gel
Silica gel is a thermosetting resin with good thermal resistance and weatherability. There are three methods to make silica gel parts: RTV casting, compression molding, or liquid silica gel injection. Silica gel is not recycled or re-machined.
Manufacture flexible parts
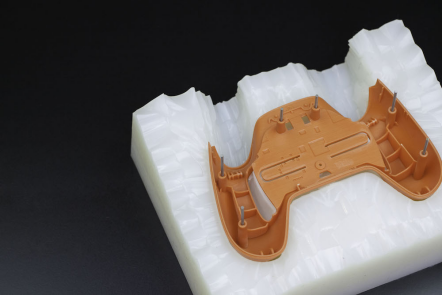
As said above, Polyurethane casting is the most common method to make prototypes with flexible materials. The stiffness is about shaw A 40-50. however, only a limited number of samples can be made from the polyurethane mold.
Compression molding is often for the mass production of ordinary silica gel parts. Burrs are still visible and must be trimmed by hand. Customers still can see scars. The thickness is 0.2 mm thicker than most thermal compression thicknesses. Factories can rarely manufacture 0.1mm thickness.
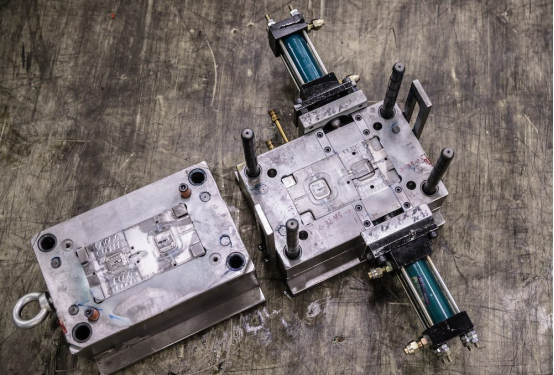
Generally, the compression molding cycle takes several minutes. The mold material is usually steel with many hollow cavities to increase the production rates. When designing the silica gel parts, we don’t need to follow the rules of “Rib / nominal wall thickness ratio less than or equal to 0.6”. In most cases, even with undercuts, it will not start from the side of the tools but can manually select from the tools.
The liquid silica gel injection is a technique similar to injection molding. However, the difference is whether molds are heated to high temperatures. Generally, the lead time is longer than the injection molding. Parts are as detailed as the injection molding parts, which means no burrs or fringes are thin.
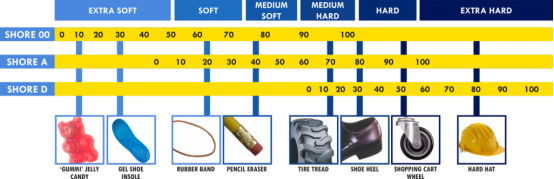
The following figure shows typical samples with different hardness:
Considerations of other injection molding materials: fluidity (viscosity)
When selecting materials, we must consider the fluidity of materials. For ultra-thin wall parts or large-scale parts, fluidity is extremely important.
The fluidity varies by its type. One type of resin has different grades; such as ABS has a general-purpose grade, high flow grade, and high impact grade.
ABS materials have many types with different mechanical properties and prices. Some types of ABS are suitable for making glossy parts. Some models are ideal choices for making electroplating parts. Some have great fluidity, used for making thin-wall parts or large-scale parts.
Generally, for the same resin in different grades, the high the fluidity, the low the mechanical property is. Melting index (MI) stands for the fluidity of resin. Resin with great fluidity can be used to make thin-wall plastic parts, such as phone power covers, or large-scale plastic parts, like the baby bathtub.
- Resin with good fluidity: LCP、PA、PE、PS、PP
- Resin with medium fluidity: ABS、AS、PMMA POM
- Resin with poor fluidity: PC、PSF PPO。
Mechanical design
The engineering property factors decide to use which type of material. Glass-filled resin suits hard parts with high wear resistance and strength most, such as computer covers, toys, or other consumer products. Compared to this, unfilled materials, such as ABS or polycarbonate, suits decoration parts with not high strength in the least. Polypropylene or polyethylene is optimal for parts or containers with a living hinge.
dimensional stability
When designing a plastic part, one thing you need to consider is the quality of fit between the parts. For good quality of fit, it is important to select the plastic with stable dimensions, such as PC、ABS or POM. Under this circumstance, PA and PP are not good choices, for their contraction rates, strength, and flexibility are harmful to parts design. This needs to fit with other accessories. However, if we must use PA or PP, we can add a nuclear agent into the resin to increase the stability of the dimension.
Impact strength
Impact strength refers to the flexibility of a type of material – when the impact strength is low, it is brittle. Generally, the impact strength of recycled plastics is lower than that of untreated resin. When the glass fiber and carbon fiber compound with the resin, the impact strength is low, while the load and wear strength are high.
When designing new plastic parts, it is vital to consider what kind of force will be on parts, how much the force is, and the force frequencies. For example, Handheld electronic products might fall off. Thus, the material of cover of this product should be PC or PC/ABS. PC plastic is almost the one with the highest impact strength of ordinary engineering plastics.
Weather-ability and UV resistance linearity
When the plastic is used outdoors, the plastic parts would have good weather-ability and UV resistance linearity. ASA is a type of resin with great weather-ability and UV resistance linearity, of which the mechanical property is as similar as that of ABS.
If we have to use another type of resin, we can choose to add the UV stabilizer and weather-resistant agent into the resin. However, any resin should go through a comprehensive test before using it to ensure it meets the requirements of the products.
Considerations of temperature
Temperature is another essential factor when choosing resin. For example: when the engine is working, the temperature inside the engine case is about 70 degrees to 90 degrees. Thus, the material used to make the engine case should be able to tolerate this temperature. GREFEE has many years of experience in the injection molding industry. We have a deep understanding of the properties of materials, and all the materials are from brand suppliers with materials certificates provided. Try GREFEE to start the new project.
MORE BOLG






Categories
Latest blog

Try GREFEE now,for free
We keep your uploaded files confidential and secure.