Causes analysis and improvement methods of bubbles of die casting products

Posted on : March 23, 2022 By GREFEE
To learn more problems and preventions of die casting, click to check it out.
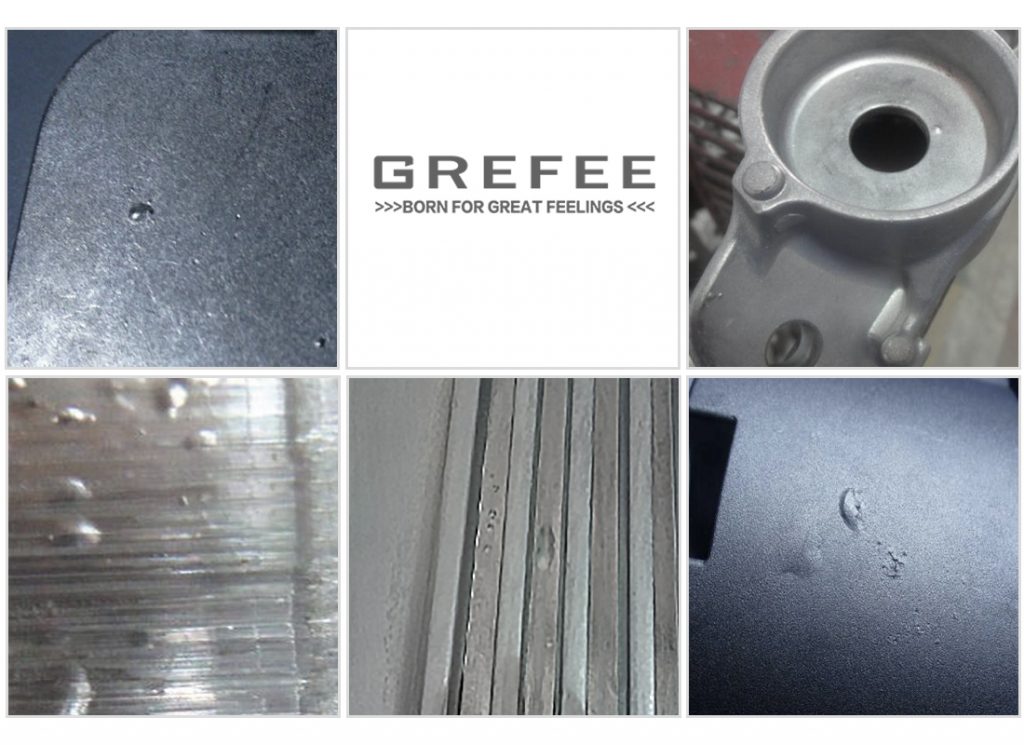
What is the bubbles on casting surface?
The casting surface has empty holes, which are rice-size under the skin, which are the bubbles generated for collecting the gas. Sometimes, it could crack. There are two types, penetrable and non-penetrable.
Causes:
1.The mold temperature is too high, and mold is opened too early.
2.Fast filling speed causes too much gas trapped into the liquid
3.The mold release agent generates a large amount of gas and isn’t burned out before pouring due to too much usage, so the volatile gas is wrapped in the casting surface, which leads to high water content in the mold release agent.
4.The gas inside the cavity is not exhausted. The gas cannot be avoided easily.
5.The alloy welding temperature is too high.
6.Liquid aluminum alloy did not avoid the gas completely. The gas penetrates and stay in the casting parts when it is solidifying.
7.Turbulent flow generated when filling.
How to improve the bubbles of die casting parts?
1. . Measures the mold surface temperature by the thermoprobe. If the displayed value exceeds the standardized range, it would need to lower the mold surface temperature and increase the pressure holding time.
2.The liquid metal stream that is injected into the in-gate of casting surface is more brightening than other areas. High filling speed could result from the original high injection speed of the machine or the in-gate being too thin. The method for it is to lower the injection speed and increase the thickness of the in-gate. Methods to see whether the in-gate is thin or not: Are there any stick signs at the gate area, and lower the speed to see if the distal end isn’t compacted enough. Spare the parts without pressure to see if there are multiple streams of liquid aluminum flowing into them.
3.Checks the color of the fog is white or not when spraying. before clamping the mold, check if there is any gas residue in the cavity. Replaces the mold release agent or increases the ratio between mold release agent and water.
4.There is evident vortex and mold release agent residue on the casting surface. Evaluating and solving methods: open the gear and generate the mold expansion manually. If it is solved, open the exhaust duct.
5. The liquid metal stream that is injected into the in-gate of casting surface is more brightening accompanied with sticks. — reduces the pouring speed properly.
6.Take the sample to test the density to see if is qualified. starts to exhaust gas again or refine in the Holding furnace again.
7.The casting surface has evident marks which are caused by different streams that cannot blend, accompanied by mold release residue piked up. Evaluation and solution: produce with applying black oil to see if there are more accumulates on marks and then analyze the stacked area.
Solutions:
a. Open or enlarge the slag skim bob at the areas accordingly.
b. Alters the flow direction, position, or filling direction of in-gate
Key inspection areas of bubbles
Bubbles is often found at different locations of products. We need to check the gaps of products carefully.
How does bubble affect the die casting parts?
It mainly affects the appearance of products and the size of assembly side.
How to ensure whether a die casting product with bubbles is qualified or not?
1.Bubbles on product surface, edges of holes, functional positions, and appearance are all regard as unqualified.
2.Bubble in the cavity and non-functional region should not exceed three. Protrusion height ≤0.2mm, diameter≤2mm. If there are requirements of controlling, follows the product requirements.
Improves the bubbles issues of die casting parts
1.In many cases, bubbles on the casting surface are often linked with the fusion of die-casting material. If the fusion temperature is too high or the air exhaust is not done, there would have a large amount of gas in the liquid aluminum, causing bubbles.
GREFEE has a professional die casting central furnace which can perform standardized fusion, eliminating defects fundamentally.
We are the supplier of high-quality die casting parts. GREFEE is insurance for your project. Contact us now to learn more about new policies.
MORE BOLG

Insert mold in injection mold service
What are advantages and disadvantages of Zinc alloy and Aluminum alloy?

Inspection standards for injection molded partappearance
How to judge the quality of your plastic products?

Inspection standards for CNC machining
To ensure that your products are 100% qualified
Categories

Try GREFEE now,for free
We keep your uploaded files confidential and secure.